Технологии печатных процессов
Технологии печатных процессов
Оглавление:
1. Теоретические основы технологии отделки печатной продукции и технологии брошюровочно-переплетных процессов
1.1. Основы теории деформирования полимеров
1.2. Процессы склеивания
1.3. Объекты и способы сушки
1.4. Основы теории долговечности полимеров
2. Отделка листовой печатной продукции
2.1. Лакирование оттисков
2.2. Припрессовка полимерной пленки (ламинирование пленкой)
2.3. Имитация металлических покрытий на оттисках
2.4. Механические способы отделки
3. Изготовление простых тетрадей
3.1. Технологии сталкивания
3.2. Подрезка и разрезка листов
3.3. Фальцовка листов
3.4. Прессование, упаковка и складирование тетрадей
4. Изготовление сложных тетрадей
4.1. Изготовление и приклейка форзацев
4.2. Изготовление и присоединение вклеек
4.3. Комплектование дробных частей листа
4.4. Технологии изготовления тетрадей с вклейками и дробными частями листа
5. Изготовление книжных блоков
5.1. Технологии комплектования книжных блоков
5.2. Технологии скрепления книжных блоков
6. Обработка книжных блоков
7. Изготовление обложек и переплетных крышек
7.1. Изготовление обложек и переплетных крышек
7.2. Переплетные материалы и требования к ним
7.3. Раскрой обложечных и переплетных материалов
7.4. Изготовление обложек и сборка переплетных крышек
7.5. Коробление переплетных крышек
8. Полиграфическое оформление переплетных крышек
8.1. Блинтовое тиснение
8.2. Общая характеристика тиснения фольгой
8.3. Конгревное тиснение
8.4. Штампы и матрицы для тиснения
8.5. Сущность явлений при тиснении
8.6. Оценка качества тиснения
8.7. Факторы, влияющие на качество тиснения
8.8. Печатание на переплетных крышках
8.9. Другие способы полиграфического оформления печатных крышек
9. Крытье блоков обложкой
9.1. Крытье блоков обложкой
9.2. Вставка блоков в крышки
9.3. Завершающие переплетные операции
9.4. Упаковка и хранение книжных изданий
10. Методы и средства контроля качества полуфабрикатов и книг
10.1. Методы и средства контроля качества полуфабрикатов и книг
10.2. Недостатки методов и средств контроля
10.3. Объективные методы контроля качества полуфабрикатов и книг
10.4. Оценка качества готовых книг
Введение
Технология (от греческого techne - искусство, мастерство, умение) есть совокупность методов обработки, изготовления, изменения состояния, свойств, формы сырья, материала или полуфабриката, осуществляемых в процессе производства продукции. Задача технологии как науки - выявление физических, химических, механических и других закономерностей с целью определения и использования на практике наиболее эффективных и экономичных производственных процессов. Технология брошюровочно-переплетных процессов заключается в последовательной переработке полуфабрикатов-оттисков и более двадцати видов переплетных материалов в готовые книжные издания в обложке и в переплетной крышке.
Так как любое книжное издание состоит из двух конструктивных узлов, книжного блока и обложки или переплетной крышки, а блок может состоять из простых и сложных тетрадей, то завершающая стадия современного книжного производства предусматривает параллельное их изготовление, после чего выполняется их надежное соединение (крытье или вставка), и заключительные операции. Для книжных изданий в переплетной крышке, рассчитанных на относительно большой срок службы и интенсивное пользование, характерны также операции по обработке книжных блоков, число которых может достигать двенадцати. Книжные блоки изданий в обложке не обрабатываются, а операция обрезки изданий обычно является завершающей. Брошюровочно-переплетные процессы (БПП) по своей сути являются сборочно-монтажными. При их проведении продукция печатных процессов в результате многозвенной переработки превращается в книжное издание в виде кодекса - скрепленных в корешке листов печатного материала, покрытых обложкой или переплетной крышкой. Такая конструкция обеспечивает длительную сохранность содержащейся в ней информации, свободный доступ к любой ее части, делает издание удобным при хранении и пользовании, а вместе с операциями полиграфического оформления и эстетически привлекательным. Переработка оттисков в готовые книжные издания и изделия на многих операциях связана с процессами деформирования, склеивания и сушки печатных и переплетных материалов, которые по своей физико-химической природе и свойствам относятся к двум разным классам веществ - к капиллярно-пористым коллоидным (бумага, картон, корешковые и покровные материалы и др.) и к типичным коллоидным телам (лаки, клеи, переплетные краски). Эти тела имеют различные внутреннее строение, состав, плотность (объемную массу), пористость, по-разному изменяют свои деформационные свойства с изменением влажности материала и поэтому по-разному реагируют на внешнее воздействие в процессах переработки полуфабрикатов БПП. По этим причинам качество полуфабрикатов и готовой продукции отделочных и брошюровочно-переплетных процессов во многом зависит от режимов проведения технологических операций (температуры материалов и полуфабрикатов, времени воздействия и скорости нагружения) и так называемых технологических факторов - композиции, виду отделки, степени проклейки и влажности волокнистых материалов, химической природы и состава клеев и других показателей.
Для глубокого понимания существа явлений, происходящих в операциях деформирования, склейки и сушки, необходимо воспользоваться знаниями, полученными из фундаментальных и смежных дисциплин - физики, органической, физической и коллоидной химии и полиграфических материалов. Знание существа явлений позволит управлять технологическим процессом, но для этого необходимо четко прослеживать за изменениями основных свойств и важнейших показателей качества полуфабрикатов, знать, как влияют режимы обработки и исходные свойства материалов и полуфабрикатов на конечный результат - прочность, долговечность, раскрываемость, качество полиграфического оформления и внешний вид готовой книги.
Конструкции листовых и книжных изданий. К листовым изданиям относятся газеты, плакаты, карточные и комплектные издания. Конструкция плаката, карточного издания и газеты достаточно проста. Первые два вида изданий состоят из одного или нескольких листов, подрезанных и обрезанных по формату. Лист или листы газеты имеют вид одно- или двухсгибной тетради, а при большом объеме - вид блока, скомплектованного вкладкой из односгибных тетрадей. Буклет всегда состоит из одного листа с числом сгибов не менее двух. Комплектное издание состоит из двух узлов конструкции: скомплектованного блока, состоящего из отдельных листов одинакового формата, и папки или бандероли (бумажной обертки, склеенной узкими краями).
Книжные издания в обложке состоят также из двух узлов - книжного блока и обложки, состоящей из одного (возможно - из трех) элемента, скрепленного с блоком проволокой или клеем. Книжные издания в переплетной крышке кроме блока и крышки обязательно имеют еще от трех до шести соединительных элементов конструкции: корешковый или окантовочный материал, два каптала, бумажную полоску или гильзу, два форзаца. Книжный блок состоит из одной или нескольких (иногда - до десятков) тетрадей или из отдельных листов, подобранных в определенной последовательности и скрепленных нитками, проволокой и (или) клеем, а блок изданий в переплетной крышке - и с помощью корешкового или окантовочного материала, капталов, бумажной полоски или гильзы. Переплетная крышка состоит из одного, четырех или шести конструктивных элементов: картонных сторонок, отстава и покровного материала, скрепленных клеем; покровный материал может состоять из трех элементов - тканевого корешка и двух покровных сторонок. Соединяется крышка с блоком с помощью корешкового или окантовочного материала и форзацев, промазанных клеем.
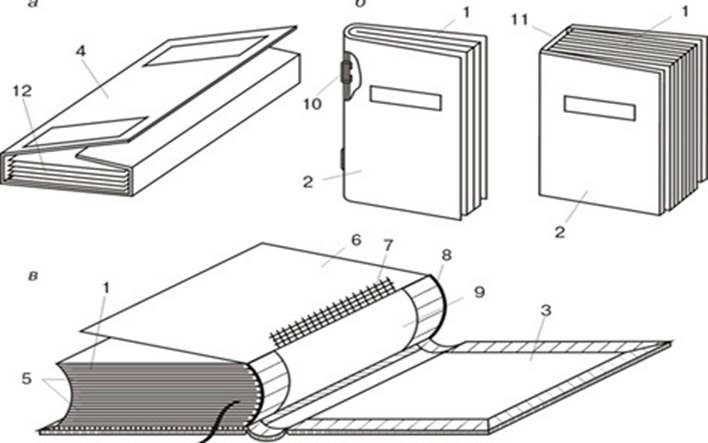
|
Схемы конструкций изданий: а - комплектного; б - книжного в обложке; в - книжного в переплетной крышке; 1 - книжный блок; 2 - обложка; 3 - переплетная крышка; 4 - папка; 5 - книжные тетради; 6 - форзац; 7 - корешковый материал; 8 - каптал; 9 - бумажная полоска; 10 - проволочная скоба; 11 - клей; 12 - комплект листовых изданий |
Краткая история развития конструкции книги и ТБПП. Конструкция древней книги определялась системой письма, спецификой писчего материала и инструмента для письма. В различные отрезки времени в различных регионах для письма использовались глиняные плитки, березовая кора, пальмовые листья, покрытые воском дощечки, но наибольшее значение в становлении и развитии мировой культуры письма сыграли папирус, пергамент и бумага. Писчий материал папирус изготавливался в Египте из сердцевины тростника, в изобилии растущего в долине Нила: сердцевина стебля разрезалась на узкие полоски, которые после высушивания склеивали в два слоя крест-накрест соком растения, получая листы и длинные (до 45 м) ленты. Текст и рисунки наносились тростниковой палочкой или пером (каламом) черной или красной краской и, позже, чернилами. Листы папируса нельзя было складывать пополам (фальцевать), поэтому книги из папируса имели форму свитков, которые закрепляли на палках и хранили в кожаных футлярах или в ящиках. Такая форма книги возникла в IV тысячелетии до н.э. Более современная и удобная в обращении конструкция книги в виде кодекса появилась в I в. до н.э. и своим происхождением обязана, видимо, полиптиху - своеобразной записной книжке из скрепленных между собой дощечек, покрытых воском, применявшейся в Древнем Риме для письма заостренной палочкой. Конструкция кодекса для рукописной книги стала возможна благодаря появлению новых видов писчего материала - пергамента (особо выделанной кожи мелких животных, II в. до н.э.) и бумаги (в Китае - в начале I в. н.э., в Самарканде - в VIII в., в Западной Европе - в XIII в. н.э.), допускающих фальцовку.
Рукописные книги-кодексы сами переписчики составляли из тетрадей (вложенных друг в друга сложенных пополам листов), объем которых достигал 20 и 24 страниц. После заполнения текстом тетради нумеровались, комплектовались по порядку, сшивались тонкими сухожилиями или толстыми нитками и покрывались обложками из пергамента или кожи. Наиболее ценные книги защищали жесткой переплетной крышкой, которую делали из нескольких склеенных листов папируса или пергамента, а позже - из деревянных досок, обтянутых кожей или тканью.
С изобретением и развитием книгопечатания (до конца XV в. за первые 50 лет книгопечатания в Европе было издано более 10 млн. книг) брошюровочно-переплетные работы выполнялись в многочисленных переплетных мастерских с применением простейших устройств и инструментов. Шитье блоков производилось на швейном станке (уставке), заклейка и сушка корешка - в деревянных тисках, обрезка - гобелем с копьевидным или дисковым ножом, тиснение на переплетной крышке готовой книги - штемпелями, филетами, дорожниками, роликами и наборным латунным шрифтом, закрепленным в шрифткассе.
Технология брошюровочно-переплетных процессов в XV-XIX в. в Западной Европе и в России значительно отличалась от таковой в странах Ближнего Востока. В Западной Европе и в России фальцовка выполнялась переплетной косточкой после чего корешковый фальц тетрадей обколачивался на металлической плите. Книжный блок сшивали толстыми и прочными нитками на связках - полосках кожи, специально выделанных сухожилиях, позже - на пеньковых шнурах, которые в натянутом состоянии закреплялись в швейном станке, а в сшитом блоке образовывались на корешке поперечные выступы (бинты). Заклейка и последующая сушка корешка производилась жидким костным клеем в тисках при несильном сжатии, обеспечивающем определенную глубину проникания клея и ширину склейки смежных тетрадей блока. Концы связок сшитого блока прикреплялись к деревянным или, позже, к картонным сторонкам переплетной крышки, после чего корешок блока и сторонки переплетной крышки оклеивались покровным материалом - пергаментом, кожей, парчой, тканью с загибкой краев материала на внутренней стороне крышки. К внутренней стороне переплетной крышки уже практически переплетенной книги приклеивались форзацы, после чего книга несколько часов выдерживалась в прессе, что обеспечивало ее высокую компактность и длительное сохранение формы. Тиснение на крышке нагретыми инструментами, прикрепление к крышке металлических накладок и застежек выполнялись на вполне готовой книге.
На Ближнем Востоке и на юге России книжные блоки сшивали нитками без связок, а наиболее утолщенные швы прятали в углубления, пропилы, сделанные в скомплектованном блоке. Сторонки переплетной крышки делали из картона, причем крышку составляли из трех сторонок, чтобы третья сторонка закрывала передний обрез блока и частично переднюю сторонку. Для скрепления крышки с блоком использовали ткань, а корешок крышки делали полым, не склеивали с корешковым материалом, чтобы позолота на корешке не трескалась и не отслаивалась при пользовании книгой.
Бурное развитие книгопечатания уже во второй половине XV в. способствовало разделению труда печатника и переплетчика, созданию в типографиях переплетных цехов или самостоятельных мастерских и брошюровочно-переплетных предприятий, которые выполняли заказы издателей или книголюбов - в соответствии с их вкусом и финансовыми возможностями. В течение четырех с лишним веков массового производства печатной продукции брошюровочно-переплетное производство оставалось мануфактурным, ручным, с использованием простейших инструментов и устройств.
Первыми в середине XIX в. были механизированы наиболее трудоемкие и физические тяжелые операции - обрезка книжного блока и тиснение на переплетных крышках, затем операции фальцовки отпечатанных листов и шитья книжных блоков. Механизация шитья книжных блоков способствовала появлению новых видов швейного скрепления блоков и применению новых переплетных материалов: шитью на марле без связок, использованию сравнительно тонких ниток на швейных машинах и тонкой стальной проволоки на проволокошвейных машинах. Во второй половине XX в. получили промышленное применение принципиально новые способы скрепления книжных блоков - клеевое бесшвейное и швейно-клеевое (с шитьем тетрадей в процессе фальцовки и клеевым скреплением тетрадей блока), а также новые переплетные материалы: различные покровные материалы на бумажной и нетканой основе с прочным и износостойким полимерным покрытием, прочные и тонкие (с малой линейной плотностью) нитки из синтетических волокон, термонити, быстрозакрепляющиеся дисперсионные клеи и термоклеи.
Первые автоматизированные блокообрабатывающие агрегаты и крышкоделательные машины стали применять на крупных полиграфических предприятиях в конце XIX - начале XX в., а в 1948 г. в ГМП "Первая Образцовая типография" (Москва) вступила в строй первая поточная линия, выполняющая все операции от шитья блоков до упаковки готовых книг в едином ритме. В состав поточной линии входили полуавтоматическое оборудование, блокообрабатывающий агрегат, сушильные устройства и пять транспортеров для передачи блоков и готовых книг на последующие операции. Вскоре подобные поточные линии были организованы во многих крупных типографиях, а в последующие десятилетия они были заменены автоматизированными поточными линиями, выполняющими все операции от обжима сшитых блоков до укладки готовых книг в стопу в режиме непрерывного потока. Применение клеевого бесшвейного скрепления блоков позволило начинать непрерывное поточное производство с комплектовки блоков, а при использовании термоклея завершать его упаковкой книг.
В современном крупносерийном производстве малообъемных изданий в обложке основу автоматизированной поточной линии составляет вкладочно-швейно-резальный агрегат, максимальная техническая скорость которого может составлять от 150 до 333 цикл/мин. Поточные линии для изготовления изданий среднего и большого объема в обложке, включающие агрегаты клеевого бесшвейного скрепления, при работе с термоклеем могут работать со скоростью до 300 цикл/мин. Максимальная техническая скорость поточных линий по изготовлению изданий в переплетной крышке при клеевом бесшвейном скреплении блоков может достигать 166 цикл/мин, а на линиях по изготовлению и обработке сшитых книжных блоков - 55 цикл/мин.
Укрупненные схемы ТБПП. Для изготовления большинства листовых изданий требуется не более трех отделочных и заключительных операций, после выполнения которых они уже являются готовой продукцией и поступают на упаковку. Так, например, при обработке оттисков газетных изданий, печатаемых на рулонных ротационных печатных машинах, применяют лишь разрезку и фальцовку бумажной ленты, при изготовлении плакатов - только подрезку для удаления контрольных шкал и приводочных меток, при изготовлении буклетов - подрезку и фальцовку, карточных изданий - подрезку, разрезку, иногда - перфорацию и фальцовку, кругление уголков. При изготовлении комплектных изданий число отделочных и заключительных операций достигает 5-7. Здесь часто применяется лакировка оттисков и папки и иногда - бронзирование, обязательны подрезка и разрезка листов, комплектовка издания, биговка папки и укладка комплекта листов в папку.
При изготовлении книжных изданий, в зависимости от их конструкции и уровня полиграфического исполнения, число брошюровочно-переплетных операций для изданий в обложке может достигать 14, а для изданий подарочного типа в переплетной крышке может превышать 50. В современной технологии брошюровочно-переплетных процессов книжный блок комплектуют из простых и сложных тетрадей: к последним до изготовления блока присоединяются дробные части бумажного листа, иллюстрации, печатаемые отдельно от текста, и форзацы. К началу изготовления книжного блока все тетради должны быть готовы, поэтому печатание и фальцовка будущих сложных тетрадей выполняются в первую очередь. Два основных узла книжной конструкции - книжный блок и обложка, книжный блок и переплетная крышка - изготавливаются параллельно, а затем соединяются вместе на операциях крытья блоков обложкой и вставки блоков в переплетную крышку, после чего следуют заключительные и отделочные операции.
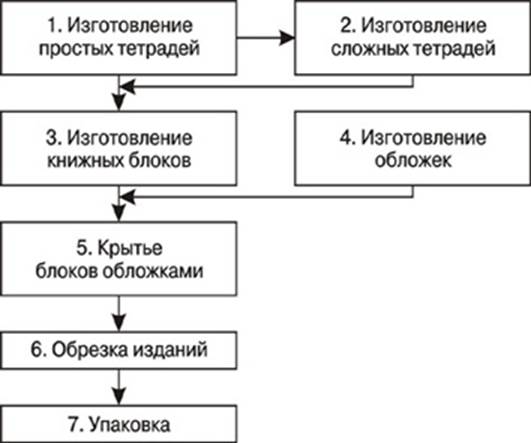
Для успешного усвоения технологии брошюровочно-переплетных процессов многозвенную цепочку технологических операций по изготовлению книжных изданий в обложке и в переплетной крышке целесообразно представить в виде укрупненных блок-схем, каждый блок (комплекс операций) которых рассматривается в разделах 3-9 учебника.
Блок-схема ТБПП изданий в обложке
Блок-схема ТБПП изданий в переплетной крышке
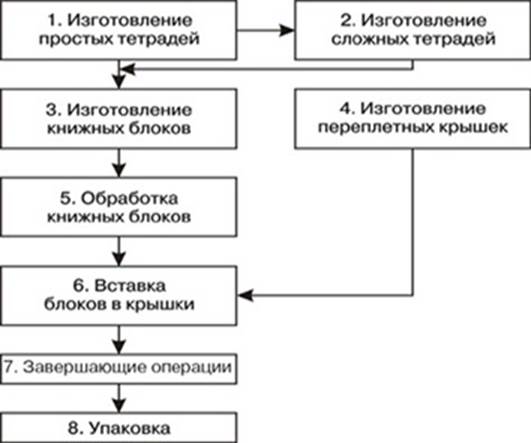
Каждый блок укрупненных схем (кроме "6. Обрезка изданий") является комплексом операций, состав которых определяется в основном конструкцией изданий, уровнем их полиграфического оформления, толщиной книжных блоков и степенью механизации и автоматизации производства.