3. Технология и оборудование производства гофрированного картона
3. Технология и оборудование производства гофрированного картона
Особое место среди картонов и картонажных материалов для упаковки занимает картон с гофрированным профилем (гофрокартон).
Первый патент по гофрированию бумаги был зарегистрирован в Англии в 1856 году. Полученный материал использовали, в основном, при производстве шляпок. Затем, гофрированная бумага нашла применение в качестве упаковочного материала, обеспечивающего защиту товара от механических повреждений. Важным моментом развития гофротары стало использование двухслойного гофрокартона для упаковки стеклянных бутылок. Немногим позже его стали использовать для защиты стекол керосиновых ламп при транспортировке. Первый патент на двухслойный картон в США был зарегистрирован в 1874 году. Владельцем патента стал американец Стив Лонг, предложивший приклеивать к гофрированному слою плоский слой бумаги. В 1895 году в США была выпущена первая машина с механическим приводом для изготовления двухслойного гофрокартона и сматывания его в рулоны. Еще год спустя американец Роберт Томсон запатентовал трехслойный гофрокартон. В 1916 году появился пятислойный, а в 1953 году - семислойный гофрокартон. С течением времени изменялись виды и размеры гофров.
3.1 Структура и виды гофрированного картона
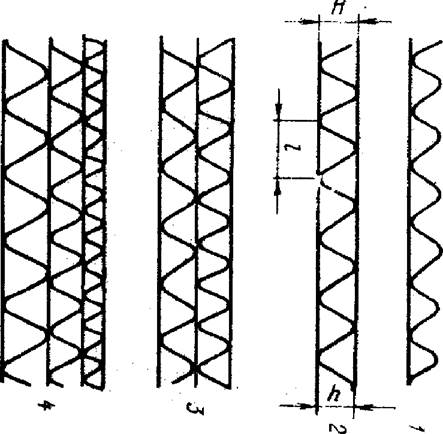
Гофрированный картон - это материал, используемый как для транспортной, так и для потребительской тары. Он изготавливается согласно ГОСТ Р 52901- 2007 «Картон гофрированный для упаковки продукции». К наиболее типичным видам этого материала относятся: двух- трех- и пятислойный гофрокартон (рис. 3.1).
Двухслойный гофрокартон типа «Д» состоит из одного слоя гофрированной бумаги (флютинга), склеенного с одним плоским слоем картона (лайнером). Поставляется в рулонах. Материал сочетает в себе амортизационные свойства, гибкость в продольном направлении и жесткость в поперечном. Его используют как защитную упаковку для бьющихся изделий,
51
для упаковки книг, пересылаемых почтой, мебели и других изделий. Долгое время применялся для упаковки для электрических лампочек.
Трёхслойный гофрокартон типа «Т» состоит из двух плоских слоев - лайнеров, приклеенных к третьему гофрированному слою - флютингу. Поставляется в листах. Тара из него имеет хорошие амортизационные свойства и показатели на пробой; обладает способностью к штабелированию и пригодную для нанесения печати поверхность. Используют для изготовления транспортной и потребительской тары. В зависимости от места применения используют различные профили гофры и сорта бумаги.
Пятислойный гофрокартон типа «П» состоит из трех слоев лайнеров и двух слоев флютинга. Обладает комплексом защитных свойств, имеет высокую прочность тары из него при штабелировании и пригодную для нанесения печати поверхность.
Семислойный - три слоя флютинга и четыре - лайнера. Это картон повышенной прочности используют вместо древесины, если нужен аналогичный уровень прочности и значительное снижение веса. Большую часть его отправляют на специализированные перерабатывающие заводы в листах.
|
Рис. 3.1. Картон гофрированный: 1 - двухслойный; 2 - четырехслой -ный; 3 - пятислойный; 4 - семислойный; H - толщина картона; h - высота гофра; l - шаг гофра |
Пяти- и семислойный гофрокартон используется, в основном, при изготовлении поддонов и контейнеров, предназначенных для тяжелых и объемных товаров, таких как бытовая техника или мебель. Во Франции работает компания, которая выпускает девятислойный гофрированный картон.
Роль лайнера заключается в придании прочности и сохранении гофрированного картона как единого целого. Именно от качества лайнера во многом зависят свойства гофрированного картона как при нагрузках в практическом использовании, так и в отношении внешнего вида изготовленной из него упаковки. В качестве лайнера может быть использован практически любой, в том числе и макулатурный, картон, который пригоден к склейке. Наилучшие виды упаковки из гофрированного картона получаются при применении прочных сортов картона (крафтлайнера), который изготавливается из первичных волокон сульфатной небеленой целлюлозы. Картон, изготовленный из вторичного волокна (тестлайнер), имеет, как правило, более низкие показатели качества, но за счет своей сравнительной дешевизны, получил весьма широкое распространение. В качестве лайнера используется картон с массой, в зависимости от марки, от 125 до 350 грамм на кв. метр.
Задача флютинга состоит в придании гофрированному картону высокой жесткости и амортизационных свойств. Основными исходными материалами для производства флютинга являются полухимическая древесная масса и макулатура. Для повышения показателя жесткости производится проклейка бумаги в массе и на поверхности. В качестве флютинга используется бумага массой, в зависимости от марки, от 80 до 160 грамм на кв. метр.
При использовании беленого волокна в наружном слое гофрокартона получают чисто белую поверхность, пригодную к многокрасочному полиграфическому оформлению. Плотная белая крафт-бумага может использоваться в качестве лайнера в тех случаях, когда для оформления изделий требуется графика высокого качества. Такая бумага перед тем как она станет частью гофрированного картона предварительно запечатывается. Таким образом удается избежать неровностей печати, возникающих при запечатывании поверхности готового гофрокартона.
Отдельные слои гофрированного картона склеиваются при помощи крахмального клея (15-20 г на кв. метр). Клей из обычного крахмала не выдерживает высокой влажности воздуха, в результате чего теряется прочность склейки. Поэтому чаще используют клеи из модифицированного крахмала и другие водостойкие клеи. Более устойчивый к погодным условиям клей будет дольше и лучше сохранять качество тары.
Различные марки гофрокартона в основном используются следующим образом:
- картон марки Д предназначен для изготовления вспомогательных упаковочных средств;
- картоны марок Т11-Т15 (класс 1) предназначены для изготовления тары и вспомогательных упаковочных средств для продукции и изделий, способных воспринимать нагрузки штабеля и динамические нагрузки;
- картоны марок Т21-Т27 (класс 2) предназначены для изготовления тары и вспомогательных упаковочных средств для продукции и изделий, не способных воспринимать нагрузки штабеля;
- картоны марок П31-П37 предназначены для изготовления крупногабаритной высокопрочной и жесткой тары и контейнеров;
-
картоны марок С41-С45 предназначены для изготовления
крупногабаритной тары.
Стандартные размеры гофров обозначаются как А, С, В, Е и F по мере уменьшения шага и высоты гофров. Стандартные конфигурации гофров приведены в табл. 3.1.
|
Таблица 3.1
|
Готовый (товарный) гофрокартон характеризуется массой одного квадратного метра, которая практически равна сумме масс составляющих его слоев.
Кроме указанных выше марок, встречаются и другие виды гофрокартона. Это тяжелый гофрированный картон, микрогофрокартон, легкий и мелованный картон.
Тяжелый гофрокартон имеет массу более 1200 г/м2. Его используют в основном, для производства комбинированной упаковки в сочетании с другими материалами, обычно с древесиной. Картон выпускают в виде листов и используют в качестве плоских панелей. Помимо особых условий изготовления тяжелых гофрокартонов, повышенного внимания требуют процессы продольно-поперечной резки и рилевки его. Продольная резка и рилевка всегда были слабым местом переработки толстого картона. Для продольной резки рекомендуется одиночный тонкий высокоскоростной дисковый нож. Ротационная поперечная резка должна иметь жесткую конструкцию и быть оснащена хорошо подогнанными ножами. Предпочтительно использование двойного ротационного ножа, режущего по принципу ножниц, который гарантирует четкий срез и качественный край.
Микрогофрокартон и легкий гофрокартон тоньше и менее жесткий по сравнению с обычным картоном. В нем больше гофров на единицу длины. Масса лайнера и флютинга составляют менее 53 и 44 г/м2 (упаковка для гамбургеров). Основное требование - безупречная поверхность для нанесения печати. В связи с этим были разработаны более тонкие профили гофр (например, G2, N, O), которые позволяют использовать более легкий лайнер для запечатываемой поверхности. Микрогофрокартон представляет собой альтернативу обычному сплошному картону, как материал, позволяющий экономить 30-40 % волокнистого сырья.
|
Стандартные конфигурации гофров |
Мелованный гофрокартон имеет
наружный слой лайнера, покрытый меловальным составом. Наличие мелованного слоя
создает затруднения при
обработке лайнера на гофроагрегате из-за того, что он плохо пропускает влагу. Мелованные или с «покрытием» лайнеры пользуются большим спросом. Коробление, волнистость и качество профиля - потенциальные дефекты, с которыми сталкиваются при печати и переработке мелованного гофрокартона.
Гофрированный картон с гофром А (крупный) обладает большой упругостью и применяется для упаковки продукции из стекла, керамики и других изделий, требующих повышенной защиты от ударов толчков, т.е. динамических нагрузок. Большая высота и шаг гофров при сравнительно небольшом количестве их на 1 погонный метр полотна картона придают ему амортизирующую способность. Этот тип картона рекомендуется использовать для различного вида прокладок, вкладышей и амортизаторов. При повышенной массе 1 м2 флютинга, гофр А позволяет создать жесткий прочный ящик.
Гофрированный картон с гофром В (мелкий гофр) применяется для изготовления тары, от которой не требуется высоких амортизационных показателей, в частности, предназначенной для упаковки твердых грузов, таких как консервы в металлических банках, изделий бытовой химии в потребительской таре, при транспортировке мебели и др. Обычно используется в тех случаях, когда не требуется высокая прочность при штабелировании ящиков.
Гофрированный картон с гофром С (средний гофр) является наиболее распространенным видом гофрокартона. Он сочетает в себе свойства гофрокартона с гофром А и с гофром В, обладая одновременно достаточной жесткостью и амортизирующей способностью, используется для упаковки различной продукции.
Гофрированный картон с гофром Е (микрогофр) благодаря большому количеству гофров на 1 погонный метр полотна картона, имеет более ровную поверхность и высокую жесткость в обоих направлениях. Это обеспечивает возможность нанесения на его поверхность высококачественной текстовой и иллюстративной печати. Благодаря этому он находит применение для изготовления разного рода потребительской тары или используется в качестве наружного слоя многослойного комбинированного гофрокартона. Картон с гофром Е имеет вдвое больший показатель торцевой жесткости, чем сплошной склеенный картон такой же массы. Комбинация гофра Е с другими типами гофр (например: А-Е, В-Е, С-Е, Е-А-В) позволяет получить гофрированный картон с высокой прочностью.
Семислойный картон используется для изготовления поддонов и контейнеров. Сочетание различных типов гофр может придать ему следующие достоинства:
- наружный слой с гофром Е придает хорошую жесткость картона в обоих направлениях, амортизирует удары, снижает коробление поверхности и сохраняет достаточную прочность при повышении относительной влажности окружающей среды;
- внутренний слой с гофром В обладая определенной жесткостью и сопротивлением плоскостному сжатию, способен выдерживать давление с внутренней стороны коробки, оказываемое упакованным продуктом;
- средний слой с гофром А придает картону хорошую упругость (эластичность) и способность амортизировать ударные нагрузки.
3.2. Свойства и методы испытаний гофрированного картона
Физические свойства гофрированного картона, как и любой бумаги, зависят от его влажности и от скорости приложения нагрузки. Содержание влаги влияет на все механические свойства. Так, с увеличением процента влажности снижаются сопротивление сжатию, продавливанию и разрыву. Чем быстрее возрастает нагрузка, тем выше показатели прочности. К традиционным методам испытаний гофрокартона относятся:
- испытание на продавливание, при котором резиновая мембрана вдавливается во внешний слой картона (лайнера) до тех пор, пока он не прорвется. Сопротивление продавливанию трехслойного картона должно составлять от 1,1 до 1,7 МПа;
- испытание на сопротивление торцовому сжатию вдоль гофров, когда на торец образца картона, закрученного в кольцо, воздействует нарастающая вертикальная нагрузка до тех пор, пока образец не будет поврежден. Сопротивление торцевому сжатию трехслойного картон должно составлять от 3,0 до 7,0 кН/м и зависит от жесткости, придаваемой картону лайнерами и флютингом;
- испытание на сопротивление плоскостному сжатию, когда нарастающая нагрузка воздействует на плоско расположенный образец гофрокартона. Это испытание выявляет, прежде всего, жесткость флютинга, которая должна составлять от 0,23 до 0,61 МПа;
- испытание на сопротивление пробиванию, при проведении которого определяется степень противодействия гофрокартона ударным нагрузкам, мДж/м;
- испытание на сопротивление излому, при котором фиксируется число двойных перегибов на 1800 по линии рилевки. Это число не должно быть менее 10;
- испытание на расслоение, с помощью которого оценивают сопротивление гофрокартона разделению слоев. Данное испытание характеризует качество используемого клея и технологию склейки при соединении слоев гофрокартона. Для трехслойного гофрокартона оно должно составлять не менее 0,2 кН/м;
- величина коробления листа картона по ширине, мм/м.
Существенным показателем качества поверхности гофрокартона является коэффициент трения, который влияет на допустимую скорость подачи картона и качество обработки его на высекальных автоматах. Величина коэффициента трения должна составлять не менее 0,4.