Инструкция на оборудование Проволокошвейная машина INDIGA-19
ПРОВОЛОКОШВЕЙНАЯ МАШИНА
INDIGA-19
РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ
СОДЕРЖАНИЕ
СПОСОБЫ УСТРАНЕНИЯ НЕИСПРАВНОСТЕЙ
Проволокошвейная машина Indiga-19 предназначена для скрепления скобками бумаги, картона и аналогичных по свойствам материалов. Она используется, главным образом, на полиграфических предприятиях, офисах, библиотеках и других учреждениях для производства брошюр, книг, календарей, проспектов и т.п.
Залогом качественного сшивания листов является чистота обрезания проволоки. Поддерживайте остроту ножей и следите за тем, чтобы обрезной цилиндр (нижний нож) был в контакте с верхним ножом.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ПРОВОЛОКОШВЕЙНОЙ МАШИНЫ
|
Способ сшивания |
втачку/внакидку |
|
Производительность, циклов/мин |
150 |
|
Максимальная толщина блока, мм |
18 |
|
Диаметр проволоки, мм (круглая) |
0.56-0.9 |
|
Длина, мм |
762 |
|
Ширина, мм |
508 |
|
Высота, мм |
1448 |
|
Вес, кг |
200 |
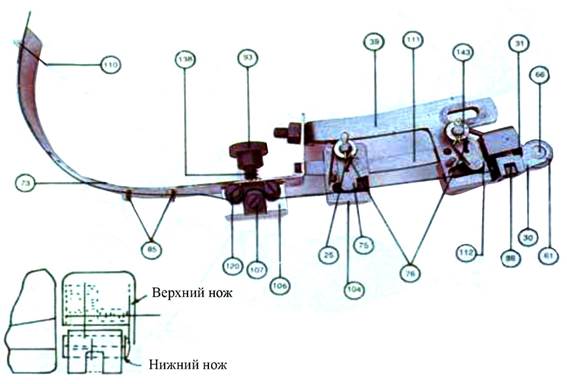
НОЖИ ПРОВОЛОКОШВЕЙНОЙ МАШИНЫ
Залогом качественного сшивания листов является чистота обрезания проволоки. Поддерживайте остроту ножей и следите за тем, чтобы обрезной цилиндр (нижний нож) был в контакте с верхним ножом.
Верхний нож (деталь №31)
Верхний нож представляет собой диск с режущей кромкой. Ослабив фиксирующий болт (4BA F/4301.D.) и, вращая нож, можно установить острую режущую кромку над проволокой, после чего снова затянуть болт. Это можно делать до тех пор, пока режущая кромка не сточится по всей окружности ножа, что значительно увеличивает срок его службы. При стачивании всей режущей кромки старого ножа нет необходимости затачивать его; он просто заменяется новым.
Обрезной цилиндр (нижний нож)
Нижний нож имеет только одну режущую кромку, которую можно затачивать.
РЕГУЛИРОВКА И НАСТРОЙКА ПРОВОЛОКОШВЕЙНОЙ МАШИНЫ
Открутив фиксирующий винт (деталь 95) и сняв механизм подачи и обрезки проволоки, можно получить доступ к верхнему и нижнему ножам. После настройки режущих кромок, необходимо отрегулировать положение обрезного цилиндра так, чтобы он касался верхнего ножа, но при этом не мешал его свободному перемещению под действием возвратной пружины (деталь 114). При установке блока на проволокошвейную машину, убедитесь, что деталь 109 должным образом вставляется в слот, расположенный в тыльной части детали 104.
Заправка проволоки
Схема заправки проволоки представлена на стр.7. Обратите внимание, что конец проволоки должен выступать из отверстия обрезного цилиндра незначительно, чтобы предотвратить смятие проволоки, возникающее при ее преждевременной подаче в блок загибки.
Настройка толщины блока
С левой стороны швейной головки расположена латунная шкала (деталь 27), отсчет по которой осуществляется относительно риски, нанесенной на кронштейне блока подачи и обрезки проволоки (деталь 39), зафиксированном винтом (деталь 95). Установив нужное значение на шкале, вы тем самым, отрегулируете подачу проволоки и положение ножей. Высота стола регулируется при помощи маховика (деталь 13) таким образом, чтобы слегка прижать сшиваемый блок. После регулировки зафиксируйте ручку (деталь 131).
Установка положения стола
Для изменения положения стола для шитья втачку или внакидку служит ручка, расположенная снизу стола. Ослабив ее и сняв заднюю рейку (деталь 89), можно повернуть стол в необходимое положение, после чего вновь зафиксировать.
Замена рабочего инструмента
Проволокошвейная машина комплектуется инструментом для работы с круглой проволокой № 22~26, все части которого легко меняются. Для освобождения подъемной петли необходимо сжать пружину (деталь 72). Для получения доступа к деталям формирователя скобы необходимо освободить рукоятку (деталь 36) и открыть дверцу (деталь 24).
Для шитья внакидку блоков толщиной до 3 мм используется проволока № 24‑26, толщиной от 3 до 8 мм – проволока № 22-23, толщиной от 8 до 16 мм – проволока № 20.
СПОСОБЫ УСТРАНЕНИЯ НЕИСПРАВНОСТЕЙ ПРОВОЛОКОШВЕЙНОЙ МАШИНЫ
Разная длина ножек.
Если одна ножка скобки значительно короче другой ножки, то это значит, что проволокошвейная машина подает проволоку на короткое расстояние. Для устранения этой неполадки необходимо повернуть настроечный болт (деталь 78), сместив, таким образом, рычаг подачи проволоки немного назад. После этого правильная подача проволоки должна восстановиться. В процессе износа эта регулировка может быть выработана. В этом случае необходима замена следующих элементов:
Ролик (деталь 65) и ось (деталь 67)
Ось (деталь 37)
Пластина (деталь 105)
Ролик (деталь 112)
Деформация скобок
Эта неисправность может возникнуть вследствие неправильной регулировки высоты стола или выбора проволоки неподходящего размера. Также, на пробивную способность скобок влияет износ следующих частей:
Формирователь
Блок загибки
Опорная планка (деталь 101)
Не забывайте следить за остротой ножей.
Обычно причиной этого дефекта является:
Короткая подача проволоки
Обрезание проволоки с запаздыванием
Перекрестная намотка проволоки на катушке
Неподходящая толщина проволоки
Затруднительное прохождение проволоки через механизм подачи
Слабая или дефектная скобка
Подобный дефект появляется обычно вследствие износа. Для его устранения необходимо отрегулировать толкатель (деталь 10) таким образом, чтобы концы ножек слегка соприкасались друг с другом. Правильная регулировка толщины блока также имеет немаловажное значение для получения правильной формы скобки.
ОБСЛУЖИВАНИЕ И УХОД ПРОВОЛОКОШВЕЙНОЙ МАШИНЫ
Следует регулярно чистить и смазывать все трущиеся детали. Не рекомендуется использовать густое масло.
Ремень привода всегда должен быть натянут.
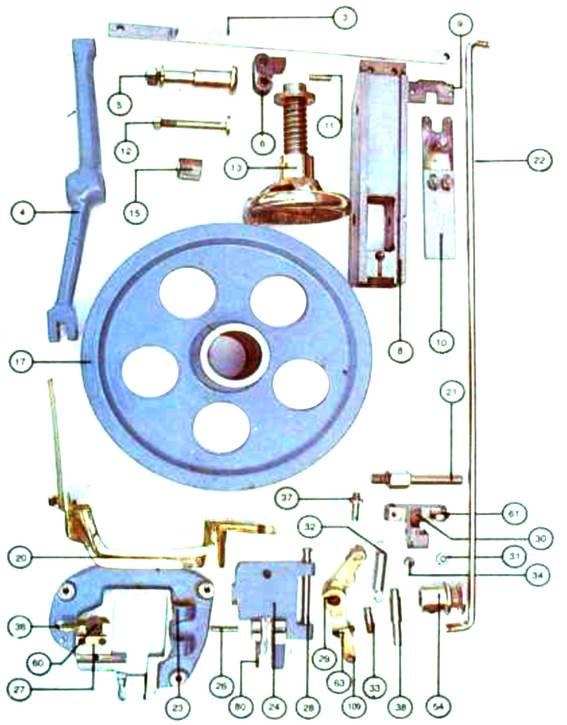
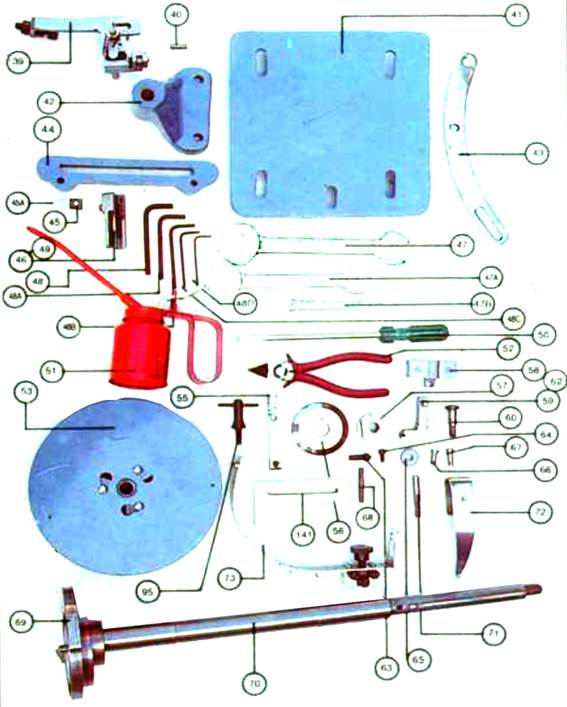
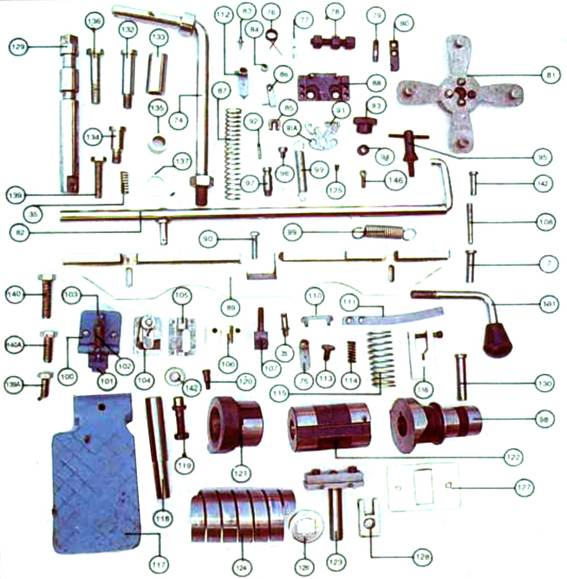
КАТАЛОГ ДЕТАЛЕЙ ПРОВОЛОКОШВЕЙНОЙ МАШИНЫ