Инструкция на оборудование Проволокошвейная машина TD-102
ПРОВОЛОКОШВЕЙНАЯ МАШИНА
TD-102

РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ
СОДЕРЖАНИЕ
Основные технические характеристики
Краткое описание проволокошвейной машины
Проволокошвейная машина TD-102 предназначена для скрепления скобками бумаги, картона и аналогичных по свойствам материалов. Скобкосшиватель главным образом используется на полиграфических и бумажных заводах, офисах, библиотеках, и в других учреждениях для производства брошюр, книг, календарей, проспектов и т. п..
Основные технические характеристики проволокошвейной машины
|
Толщина сшиваемого блока, мм |
0,2-25 |
|
Способ сшивки |
втачку/внакидку |
|
Размер рабочего стола, мм |
210х600 |
|
Скорость вращения основного вала, об/мин |
172/210 |
|
Диаметр проволоки, мм |
0,5-0,8 (№№ 25-21) |
|
Максимальная ширина стежка, мм |
13 |
|
Питание |
380В/50Гц |
|
Мощность, Вт |
550 |
|
Габариты, мм |
740х610х1480 |
|
Вес, кг |
200 |
Краткое описание проволокошвейной машины
Проволокошвейная машина состоит из следующих основных частей (см. рис.1):
1. Станина
2. Устройство формирования скобы
3. Механизм подачи проволоки
4. Рабочий стол
5. Тяга выталкивающих кулачков
6. Рукоятка ручного привода проволокошвейной машины
7. Педаль включения основного вала
8. Пазовый шкив основного вала
9. Основной вал
10. Рукоятка регулировки длины ножек скобы
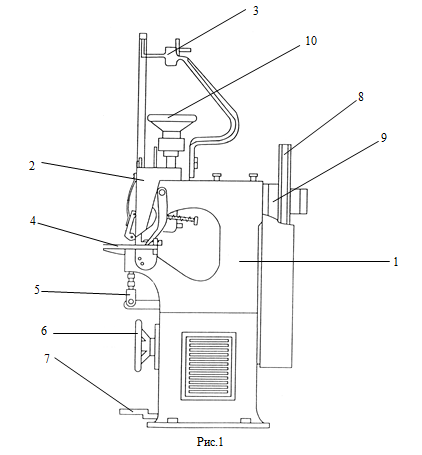
В нижней части проволокошвейной машины установлен электродвигатель, который приводит в движение пазовый шкив основного вала (8). При кратковременном нажатии на педаль (7) происходит один оборот основного вала и, соответственно, полный цикл формирования одной скобы и подача проволоки для следующего цикла.
Основной вал проволокошвейной машины
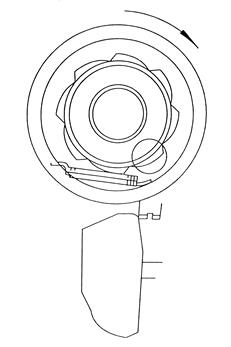
Рис.2
Основной вал приводится в действие мотором посредством ременной передачи. Нажатие на педаль опускает кулачок и приводит в зацепление храповой механизм, приводящий в движение основной вал.
Подающий механизм проволокошвейной машины
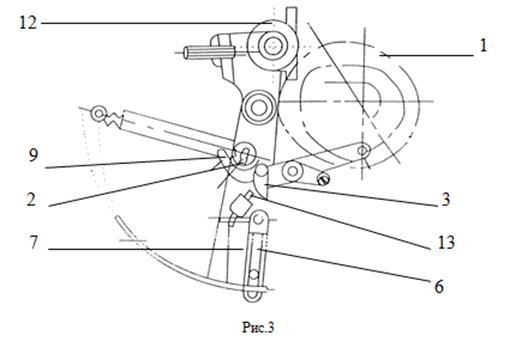
Как показано на рис.3 подающий кулачок (1) вращается на роликовом подшипнике (12), заставляя поворачиваться подающую тягу (7), и, одновременно, ролик (2) движется вверх и вниз вдоль изгиба кулачка, тем самым заставляя станину режущего устройства (9) двигать зажим (3).
Когда зажим (3) оказывается напротив винта, регулирующего зажим проволоки (13), он заставляет вращаться планку зажима против часовой стрелки, приводная тяга начинает перемещаться в определенное положение под воздействием пружины (10), кулачок заставляет опускаться левый конец станины режущего устройства.
Когда зажим (3) удаляется от регулирующего винта (13), планка зажима вращается по часовой стрелке под действием пружины (6) и прочно прижимает проволоку к нижней стороне подающей тяги (7), которая после этого начинает вращаться против часовой стрелки, затягивая при этом проволоку.
Резка проволокошвейной машины
Подающая тяга направляет проволоку в режущий механизм, кулачок воздействует на приводной механизм режущего устройства (9) (см. рис. 3), заставляя его опускаться. Под действием пружины проволока фиксируется между верхним и нижним зажимным роликом, чтобы избежать движения проволоки при резке. Нижний эксцентриковый зажимный ролик используется для настройки устройства на работу с проволокой различной толщины.
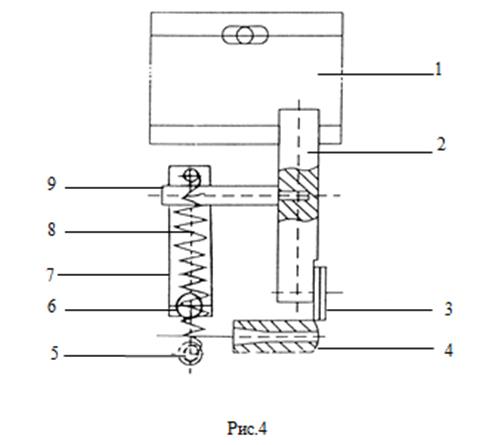
- Пластина
- Держатель резака
- Резак
- Ось
- Нижний зажимной ролик
- Верхний зажимной ролик
- Прижимная пластина
- Пружина
- Держатель пружины
Изготовление скобок проволокошвейной машины
После окончания резки устройство для формирования скоб находится в положении, показанном на рис 5. Во время резки фиксатор скобы перемещается в крайнее верхнее положение - выше кончика формирователя скобы. Под воздействием пружины проволока прижимается ко дну формирующего паза. Затем, под воздействием плоской пружины (2) проволока подается формирователем в нижнюю часть подвижной панели устройства для изготовления скоб и под воздействием язычкового крюка сгибается в скрепку. Когда подвижная панель устройства для изготовления скоб (6) движется вниз, ее нижний конец прижимает книгу, в которую вшивается скрепка. Когда скрепка оказывается полностью вшитой в книгу, подвижная панель устройства для изготовления скоб (6) начинает подниматься, в то время как фиксатор остается неподвижным.
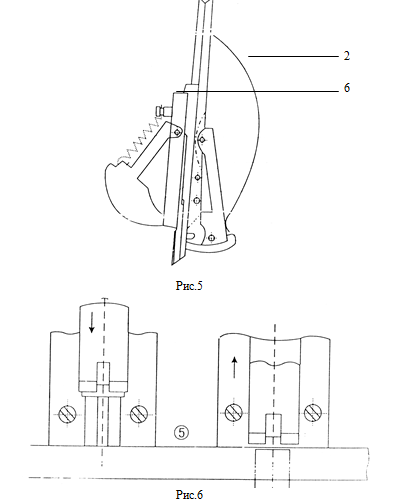
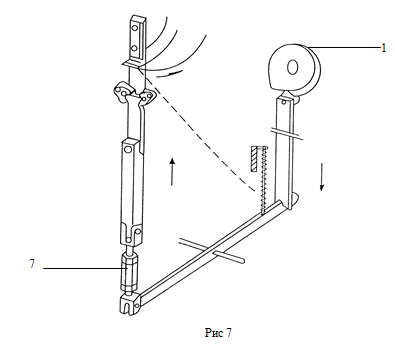
Загибной крюк проволокошвейной машины
На рис. 7 показано как поднимается коготь загибного крюка, чтобы загнуть оба конца скрепки на книге с помощью рычага, приводимого в действие кулачком (1).
Установка толщины блока проволокошвейной машины
Перед скреплением блока необходимо измерить его толщину (см. рис.8), а затем при помощи колеса (1) установить это значение на индикаторе (3).
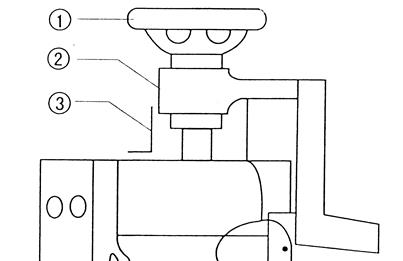
Рис.8
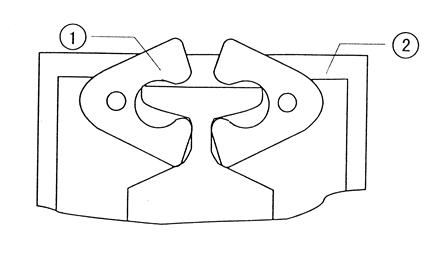
Рис.9
Регулировка загибного крюка проволокошвейной машины
Когти загибного крюка (рис. 9) должны быть на 1 мм выше плоскости. При большем зазоре они легко могут получить повреждение, а при меньшем зазоре оба конца скрепки невозможно будет загнуть.
Регулировка производится с помощью гайки 7 (рис.7). Для этого необходимо вручную вращать пазовый шкив до тех пор, пока кулачок включения R не займет нужное положение относительно ролика подвижного шкива.
Регулировка резака проволокошвейной машины
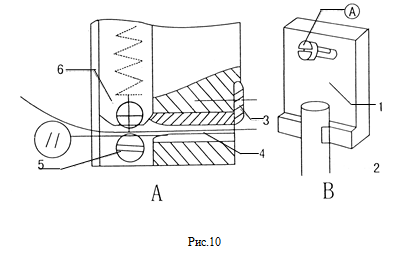
На рис. 10а показано, как нужно отрегулировать положение нижнего эксцентрикового прижимающего ролика (5) по отношению к центру отверстия режущего устройства (4). Если он будет расположен слишком высоко или низко, проволока будет гнуться. Если резак (3) не режет проволоку или заходит слишком далеко за центр отверстия (более 0,5 мм.), необходимо отрегулировать эксцентриковый винт А (рис. 10в).
Регулировка формы скрепки проволокошвейной машины
Чтобы ножки скрепки были идентичными необходимо отрегулировать положение эксцентриковой оси (1) на рис.11. Длина ножек, которая зависит от толщины скрепляемого блока, регулируется при помощи винта D на рис.12.
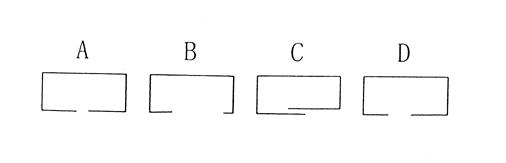
Рис.13
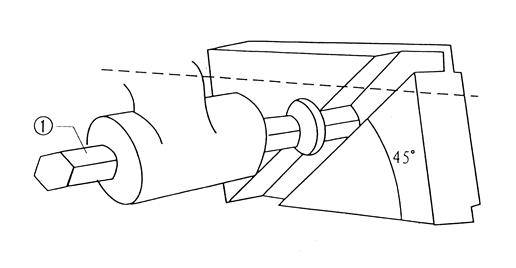
Рис.11
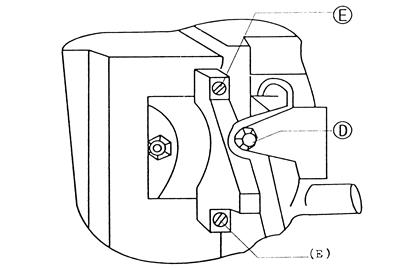
Рис.12
Важные замечания проволокошвейной машины
1. Не выполняйте без необходимости регулировку проволокошвейной машины, т.к. перед началом работ она была тщательно настроена.
2. Перед испытанием, подключите проволокошвейную машину к источнику питания и, открыв предохранительную крышку, убедитесь, что пазовый шкив двигается в нужном направлении. Если этого не так, поменяйте местами любые два провода силового шнура.
(Брошюровка невозможна при реверсивном движении).
3. Смазка: перед работой нанесите смазку на колпачок, подвижную полку устройства для формирования скрепок, язычковый крюк, фартук, ось шкива и некоторые детали на подающей станине.
Для обеспечения нормальной работы проволокошвейной машины ее необходимо смазывать каждые 24 часа.
4. Подача: установите должным образом проволоку на диск. Пропустите ее через два отверстия на пружине стойки в натяжное устройство поперечных плит для выпрямления и затем через ушко подающей плиты на резак. На рисунке 10а показано, как нужно регулировать проволокошвейную машину, если проволока гнется, или не прижимается.
5. Резка: На рисунке 10в показано, как нужно регулировать эксцентриковый ролик, если проволокошвейная машина не режет, или режет слишком глубоко.
6. Проверьте подвижность формирующего и языкового крюка и обратите особое внимание на соответствие номера стальной пластины скрепляющего крюка и номера используемой проволоки; например для проволоки № 22 необходима стальная пластина скрепляющего крюка № 22, для проволоки № 23 необходима пластина № 23. После соответствующей замены пластины закрепите винт № 5. Затем потяните пазовый шкив, чтобы убедиться в готовности проволокошвейной машины и смажьте его небольшим количеством смазки перед началом работы.