Инструкция на оборудование Фальцевально-склеивающая линия SHH-800B
Фальцевально-склеивающая линия
SHH-800B

Руководство пользователя
СОДЕРЖАНИЕ
.
2. Основные технические характеристики
4.3. Прессовочно-сушильный этап
5. Проверка качества заготовок
8. Электрическая схема SHH-800B
1. Общее описание фальцевально-склеивающей линии
Фальцевально-склеивающая линия применяется для складывания и склейки прямоугольных картонных коробок в автоматическом режиме из заготовок. В отличие от более сложных, многосекционных фальцевально-склеивающих линий, машины данной серии представляют собой упрощенную конструкцию и предназначены для склейки коробок стандартного типа с одним продольным клапаном.
Линия состоит из двух секций: фальцевально-склеивающая секция и прессовально-сушильная секция. Главный двигатель располагается на фальцевально-склеивающей секции; для приведения в движение прессовально-сушильной секции используется цепная передача.
Работа машины состоит из четырех этапов: этап подачи заготовок, этап нанесения клея, этап фальцовки и прессовально-сушильный этап.
Подача заготовок, нанесение клея, продольная фальцовка, прохождение через прессовально-сушильный конвейер осуществляются в автоматическом режиме. Фрикционный самонаклад с нижней подачей листов позволяет загружать заготовки без остановки машины. В фальцевально-склеивающих линиях используется любой тип холодного клея (в основном на основе ПВА).
Машины SHH имеют простую конструкцию, проверенную многолетней практикой, просты в освоении и обслуживании.
2. Основные технические характеристики фальцевально-склеивающей линии
Формат заготовки: Длина мин 90мм макс 550мм
Ширина мин110мм макс 500мм
Плотность материала: 220 – 800 г/м2
Скорость, макс: до 220 м/мин
Мощность: 220V; 2,2 кВт
Вес машины: 1500 кг
Габариты: 6100 x 980 x 1300
Метод подачи заготовок – автоматический, непрерывный
3. Условия эксплуатации фальцевально-склеивающей линии
Фальцевально-склеивающая линия предназначена для работы в закрытом помещении, при температуре воздуха от 15 до 35 °С. Должна быть установлена на ровной горизонтальной поверхности и надежно закреплена. Для нормальной эксплуатации, настройки и обслуживания требуется не менее 70 см свободного пространства с каждой стороны. Фальцевально-склеивающая линия предназначена для эксплуатации в 1 рабочую смену (8 часов). Ежедневно по окончании работы требуется промывка клеевых аппаратов и очистка транспортных и конвейерных ремней от попавшего клея.
Установку,
подготовку, подключение и техническое обслуживание машины должны выполнять
соответствующие специалисты, имеющие допуск к данной работе.
К работе на данной фальцевально-склеивающей
линии должны допускаться лица старше 18 лет, прошедшие обучение и инструктаж.
Допускается
эксплуатация машины не более 8 часов в сутки.
4. Описание работы фальцевально-склеивающей линии
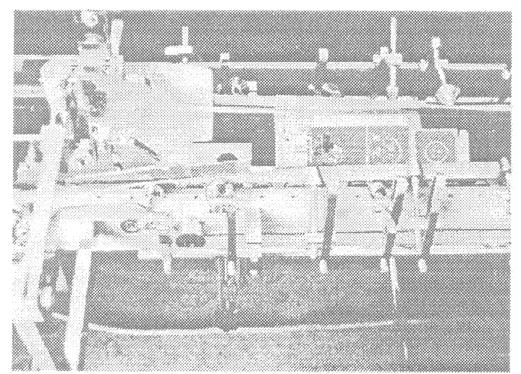
4.1. Этап подачи
Устройство подачи включает в себя пять подающих ремней, два отсекающих ножа, два металлических боковых регистра для направления подачи, фотоэлемент. Пульт управления закреплен слева от устройства подачи.
Для начала следует определить, какой стороной следует подавать заготовку. От этого зависит какой (правый или левый) клеевой аппарат будет использоваться, и какая сторона будет сгибаться первой. Следует расположить заготовку таким образом, чтобы она подавалась более ровными краями вперед, необходимо чтобы на переднем крае заготовки было два прямых перпендикулярных направлению движения места, которыми заготовки будут упираться в отсекающие ножи. Следует расположить заготовку приблизительно посередине между правой и левой сторонами подающего устройства, ближе к транспортным ремням фальцевально-склеивающего устройства. Для некоторых конфигураций разверток эти правила могут не соблюдаться.
Отсекающие ножи ставятся над подающими ремнями. Места их соприкосновения с коробкой не обязательно должны находиться на одной линии. Край заготовки в этих местах должен быть ровным и перпендикулярным движению. Расстояние между отсекающими ножами должно быть примерно равным половине ширины заготовки или более. Если необходимо, подающие ремни следует передвинуть, для этого необходимо ослабить натяжение ремней, освободить направляющие ролики на нижнем валу, передвинуть направляющие ролики по валу, зафиксировать их и снова натянуть подающие ремни. Натяжение ремней регулируется по двум сторонам регулировочными болтами.
Расстояние между подающими ремнями и отсекающими ножами выставляется равными толщине материала заготовки. Необходимо отрегулировать оба отсекающих ножа таким образом, чтобы зазоры между нижним краем ножа и подающим ремнем были одинаковые.
Справа и слева стопа заготовок фиксируется боковыми регистрами, расстояние между заготовками и пластиной регистра должно быть около 1 мм или менее, но боковые регистры не должны зажимать заготовки.
При необходимости, можно воспользоваться дополнительными приспособлениями фиксации стопы: пластинчатые фигурные фиксаторы или роликовые фиксаторы. С помощью этих приспособлений можно приподнять задний край стопы для улучшения подачи заготовок. Обычно это необходимо на больших развертках из плотного материала.
При необходимости можно положить на стопу заготовок груз (в комплект не входит) для лучшего прижимания заготовки к подающим ремням.
Главное условие – каждая заготовка должна хорошо отделяться и подаваться без перекосов.
Скорость подачи заготовок регулируется общим для всей машины инвертором, регулирующим скорость вращения главного двигателя. Скорость подачи может регулироваться при помощи перестановки ремня на вариаторе подающего устройства, что обеспечивает дополнительное ускорение или замедление подачи относительно общей скорости машины. Следует стремиться к максимальной скорости подачи, но при некоторых конфигурациях заготовок потребуется уменьшение скорости для стабильной работы.
Фотодатчик следует установить таким образом, чтобы край заготовки проходил между элементами датчика. Фотодатчик фиксирует прохождение заготовки и подает сигнал на счетный блок.
Заготовка: 1,2,3 и 4 линии биговки. Сгиб происходит по линиям 2 и 4.
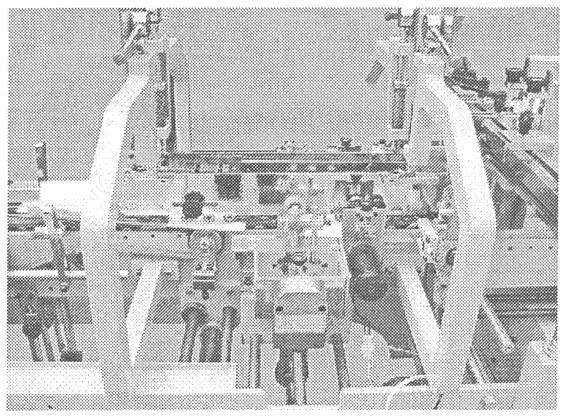
4.2. Этап фальцовки и склейки
Устройство фальцовки и склейки включает в себя устройство нанесения клея, устройство фальцовки и главный двигатель; оно состоит из двух направляющих, каждая из которых содержит клеевой аппарат, транспортные ролики, фальцующие направляющие, верхний и нижний транспортные ремни, комплект прижимных роликов для формирования фальца.
Каждая из направляющих может передвигаться от середины линии к краю. Положение направляющих регулируется при помощи ручек, расположенных по бокам станины, цепных передач и винтовых механизмов.
Следует выставить направляющие так, чтобы фальцуемые биги (2 и 4) на заготовке совпадали с наружной стороной нижних транспортных ремней. В дальнейшем возможна дополнительная коррекция положения направляющих.
Два ряда транспортных роликов должны быть настроены таким образом, чтобы заготовка продвигалась без усилия. Их главная задача обеспечить сбалансированность, не допустить перекоса заготовки при ее проходе через клеевую секцию.
Клеевой аппарат, расположенный со стороны проклеиваемого клапана, регулируется таким образом, чтобы клей наносился посередине клапана или ближе к линии сгиба (зависит от величины клапана и размера коробки). При помощи ракеля внутри клеевого аппарата можно настроить объем наносимого клея. Второй клеевой аппарат не будет использоваться и его следует отвести в сторону так, чтобы он не мешал прохождению заготовок. Во избежание провисания краев заготовки можно воспользоваться поддерживающими направляющими.
Фальцующие направляющие настраиваются таким образом, чтобы заготовка проходила под ними без зажима или перекоса, наружные грани фальцующих направляющих должны находиться непосредственно над наружной стороной нижних транспортных ремней, т.е. над фальцуемыми бигами. Фальцующие направляющие выставляются независимо одна от другой.
Верхние транспортные ремни выполняют фальцовку заготовки. Точность и правильность их настройки влияет на качество конечной продукции и максимальную стабильную скорость работы линии. Следует стремиться к тому, чтобы сгиб осуществлялся на всем протяжении соприкосновения заготовки с верхними транспортными ремнями. При этом необходимо следить, чтобы проклеиваемый клапан сгибался раньше и попадал под противоположенную сторону заготовки.
Конфигурация верхних транспортных ремней настраивается при помощи прижимных роликов. Два последних ролика используются для окончательного прижима двух склеиваемых поверхностей. Могут быть использованы любые комбинации взаиморасположения роликов, в том числе и разное количество используемых роликов с правой и левой стороны. Не следует использовать конусные ролики для прижима ремня конусной поверхностью, т.к. это приводит к преждевременному износу ремней из-за разницы скоростей по линии касания ремня и конуса. Конусные ролики используются только для фиксации ремня сбоку, т.е. допускается только точечное касание. Натяжение всех четырех транспортных ремней должно быть одинаковым по всем сторонам (слева, справа, сверху, снизу).
Если не удается достичь правильной последовательности сгиба сторон коробки или желаемого качества на этапе фальцовки за счет конфигурирования верхних транспортных ремней при помощи только прижимных роликов, можно использовать дополнительные приспособления: вспомогательные фальцующие направляющие и плоские фигурные направляющие.
Плоские фигурные направляющие помогают создать жесткую конфигурацию транспортного ремня, вспомогательные фальцующие направляющие (обычно используется только одна – со стороны проклеиваемого клапана) помогают «подложить» проклеиваемый клапан под противоположенную сторону заготовки. Необходимо проследить, чтобы вспомогательная фальцующая направляющая не задевала нанесенный на клапан клей.
Решение о применении тех или иных вспомогательных приспособлений принимается наладчиком. Для различных материалов и конфигураций склеиваемых изделий решения могут быть различными. Разные наладчики могут по-разному настраивать линию для одной и той же продукции. Время наладки, скорость работы линии, качество конечного продукта и стабильность работы зависят от квалификации наладчика и его опыта работы на данной линии с различными материалами и конфигурациями развертки.
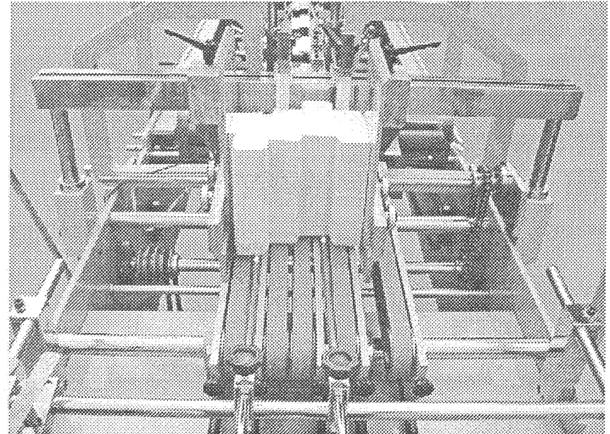
4.3. Прессовочно-сушильный этап
Прессовочно-сушильная секция состоит из верхнего и нижнего конвейерных ремней, подающе-прижимных роликов, блокирующего устройства, приемного стола, счетного блока и дополнительного пульта управления.
Скорость движения конвейерных ремней пресса значительно меньше транспортных ремней фальцевальной секции (это сделано для того, чтобы клей успел подсохнуть), поэтому используется каскадная укладка заготовок на конвейерный ремень пресса.
В зависимости от длины заготовки верхний конвейерный ремень может сдвигаться относительно нижнего ремня. Передний край заготовки должен попадать под верхний конвейерный ремень только после того как задний ее край сойдет с транспортных ремней фальцевальной секции, иначе произойдет смятие изделия из-за разности скоростей транспортных и конвейерных ремней. Для того чтобы склеенные клапана не разъединились до попадания в прессовочную часть, следует настроить подающе-прижимные ролики.
Блокирующее устройство устанавливается между подающе-прижимными роликами. Оно служит для остановки линии в случае нагромождения заготовок при выходе из фальцевальной секции.
Прижим верхнего конвейерного ремня к нижнему ремню регулируется при помощи прижимных роликов. При настройке давления следует учитывать толщину материала заготовки и количество заготовок подающихся каскадом одна на другую. Все прижимные ролики следует настраивать одинаково.
После прессовально-сушильной секции готовые изделия подаются на приемный стол. Изделия следует своевременно убирать с приемного стола.
5. Проверка качества заготовок
Перед тем, как поместить заготовки в секцию подачи машины произведите проверку качества заготовок.
По линии сгиба сложить бумагу на 180 градусов, рукой надавить на линию сгиба, сделать так туда и обратно не менее 3-х раз, затем посмотреть, не появились ли на ребре трещины. Если трещины появились, то такая бумага не может быть использована, необходимо заменить бумагу или изменить ширину и глубину линии биговки, качество биговки.
Рабочая ширина заготовки должна быть одинакова по всей длине. Все линии продольных биговок должны быть параллельны друг другу и перпендикулярны поперечным биговкам. Ровность линий, их параллельность и перпендикулярность имеет большое влияние на будущее качество внешнего вида коробки.
Перед тем, как помещать заготовки в фальцевально-склеивающую линию, сначала вручную склейте коробку, и посмотрите ровный ли у нее внешний вид, четкие ли грани. Только когда склеенная вручную коробка полностью будет соответствовать требованиям, можно заправлять заготовки в аппарат, и может быть достигнут хороший результат.
Чтобы размер готового изделия был одинаковым, необходимо проводить измерения не только одной заготовки, но и проводить выборочную проверку коробок из всей партии заготовок.
6. Пульт управления фальцевально-склеивающей линии
Подача
питания осуществляется поворотом по часовой стрелке кнопки аварийной остановки
«СТОП», при этом загорается индикатор «СЕТЬ». Выключение питание происходит при
нажатии кнопки «СТОП» или срабатывании защитного устройства, индикатор «СЕТЬ»
при этом гаснет.
Кнопка «Линия Вкл.» включает главный двигатель, который приводит в движение транспортные ремни фальцевально-склеивающей секции и прессовально-сушильный конвейер. Скорость работы линии регулируется с помощью ручки регулировки скорости, расположенной на блоке инвертора. Скорость может быть уменьшена до полной остановки линии. Выключение главного двигателя осуществляется нажатием кнопки «Линия Выкл.
Подача заготовок включается нажатием кнопки «Подача Вкл». При остановке линии регулятором скорости, режим подачи остается включенным. Режим подачи выключается нажатием кнопки «Подача Выкл».
Кнопка «Толчок» служит для включения толчкового режима во время настройки оборудования.
Кнопки включения и выключения подачи заготовок, а также кнопка отключения питания дублируются на выносном пульте управления.
Счетчик, при помощи фотоэлемента, расположенного в секции подачи, фиксирует количество поданных заготовок и позволяет разделять заготовки на серии с заданным количеством заготовок. На верхнем дисплее отображается общее количество поданных заготовок, на нижнем – текущее количество заготовок в серии. Размер серии устанавливается при помощи кнопок в нижней части счетчика. Сброс показаний общего счетчика и счетчика серии осуществляется при помощи кнопки «Reset». Регулятор «Time» служит для установки паузы между сериями.
Внимание! Инвертор запрограммирован на
заводе-изготовителе для данной линии. Запрещается самостоятельно перенастраивать
инвертор.
7. Техническое обслуживание фальцевально-склеивающей линии
Один раз в неделю необходимо закладывать через пресс-масленки густую смазку в подшипники основных валов, расположенные на станине машины.
Ежемесячно проводить осмотр всех узлов машины, проверять все крепления, проверять износ ремней, а также проверять и при необходимости заменять транспортные ролики (подшипники).
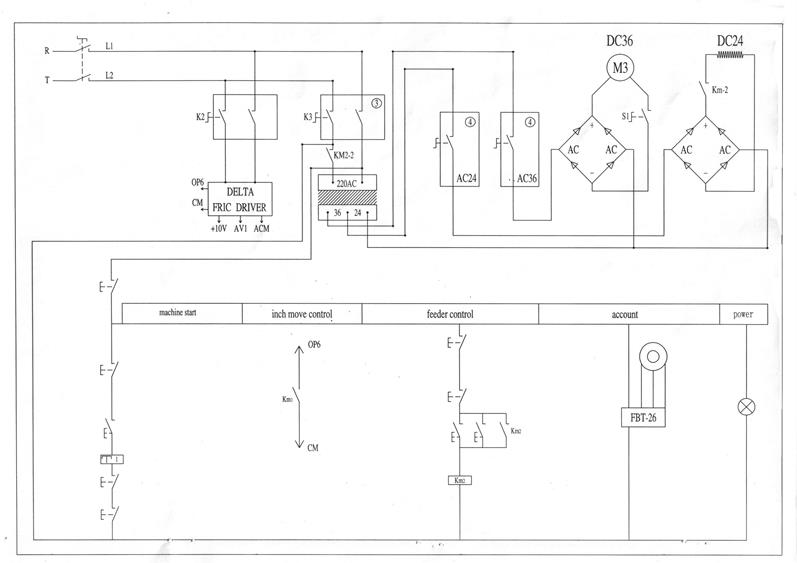
8. Электрическая схема SHH-800B фальцевально-склеивающей линии