Инструкция на оборудование Комплекс оборудования для изготовления переплетных крышек HSKB 1000
КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПЕРЕПЛЕТНЫХ КРЫШЕК HSKB 1000


РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ
МЕРЫ БЕЗОПАСНОСТИ
Руководство пользователя содержит исчерпывающую информацию по эксплуатации оборудования. Внимательно ознакомьтесь с ним, прежде чем приступать к работе.
В целях безопасности доступ к основным движущимся частям оборудования снаружи ограничен, а опасная зона тщательно защищена для предотвращения получения травм и повреждения машины. Тем не менее, по условиям технологического процесса и для удобства обслуживания оборудования некоторые рабочие части машины остаются открытыми. В связи с этим, для обеспечения безопасности обслуживающего персонала должны соблюдаться следующие меры предосторожности:
v Тщательно изучите правила безопасной работы с оборудованием.
v Перед тем как начать работу, внимательно прочитайте настоящее руководство и выясните назначение и принцип действия его основных частей, а также расположение опасных зон.
v Перед тем как включить машину, убедитесь, что все органы управления находятся в исходном положении.
v В случае внезапной остановки машины, нажмите аварийный выключатель, выявите и устраните причину остановки и только после этого продолжайте работу.
v При проведении регламентного обслуживания или ремонта оборудования необходимо отключить питание и нажать кнопку аварийной остановки. По окончании работ уберите от машины инструмент и прочие посторонние предметы.
v Перед включением машины убедитесь, что это не создаст опасности для находящегося поблизости персонала.
v Все защитные устройства должны быть установлены на своих местах и быть исправными.
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ ПОЛУАВТОМАТИЧЕСКОЙ КЛЕЕНАНОСЯЩЕЙ МАШИНЫ SJB 1000
СОДЕРЖАНИЕ
Механическая часть
I. Общее описание................................................................................. 4
II. Технические характеристики............................................................. 5
III. Устройство и принцип действия машины......................................... 5
IV. Порядок работы................................................................................. 7
V. Обслуживание и уход........................................................................ 9
Электрическая часть
I. Питание............................................................................................. 10
II. Панель управления.......................................................................... 10
III. Электроуправление.......................................................................... 10
IV. Подключение и обслуживание электрооборудования................... 11
V. Спецификация.................................................................................. 12
VI. Принципиальная схема.................................................................... 13
VII. Инструкция по эксплуатации электрооборудования..................... 18
МЕХАНИЧЕСКАЯ ЧАСТЬ КЛЕЕНАНОСЯЩЕЙ МАШИНЫ
I. ОБЩЕЕ ОПИСАНИЕ КЛЕЕНАНОСЯЩЕЙ МАШИНЫ
Полуавтоматическая клеенаносящая машина SJB 1000 имеет два рабочих места для одновременной работы двух операторов и поддерживает различные форматы материала. Принцип работы машины следующий: вначале при помощи группы вращающихся валов клей наносится на лист бумаги; затем оператор переносит и позиционирует его на рабочем столе с пневмоприсосом и при помощи шаблонов вручную совмещает листы картона с проклеенными листами бумаги. Машину отличают легкость управления, равномерность нанесения клея и быстрая настройка.

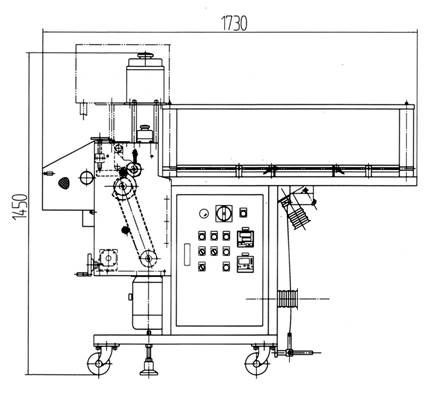
Общий вид машины
II. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ КЛЕЕНАНОСЯЩЕЙ МАШИНЫ
1. Максимальная ширина нанесения клея 1045мм
2. Плотность бумаги 80-180 гр/м2
3. Максимальный формат переплетной крышки 950х450мм
4. Максимальная скорость вращения клеевого вала 131 об/мин
5. Мощность 4,5 кВт
6. Питание 380В/50Гц
7. Режим работы непрерывный
8. Габариты 1730х1480х1450мм
9. Вес 400кг
III. УСТРОЙСТВО И ПРИНЦИП ДЕЙСТВИЯ КЛЕЕНАНОСЯЩЕЙ МАШИНЫ
1. Клеевая группа (рис.3.1)
Группа состоит из нагревающего резервуара с водой 3.1.3, резервуара с клеем 3.1.2 и клеевых валов 3.1.1. Когда температуры воды в резервуаре достигает заданного значения, клей расплавляется. Резервуары с водой и клеем могут перемещаться вверх-вниз при помощи ручки 3.1.5 таким образом, чтобы во время работы нижний клеевой вал соприкасался с расплавленным клеем. Толщина клеевого слоя регулируется изменением зазора между верхним и нижним клеевыми валами при помощи маховичка 3.1.4. Скорость вращения клеевых валов изменяется бесступенчато регулятором скорости на панели управления.
По желанию можно установить дополнительный клеевой резервуар.
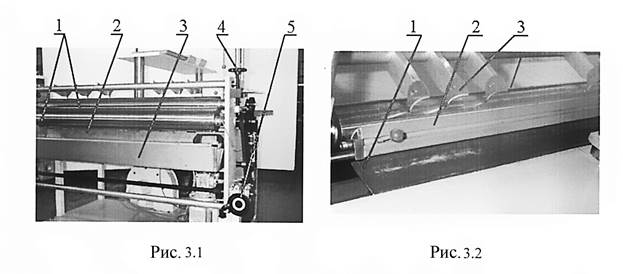
2. Система подачи листов (рис.3.2)
Листы подаются через направляющую пластину 3.2.1 и прижимную пластину 3.2.2 к клеевым валам, где покрываются равномерным слоем клея. Зазор между направляющей и прижимной пластиной и клеевым валом регулируется ручкой. Ракель 3.2.3 отделяет листы от клеевого вала, обеспечивая равномерность нанесения клеевого слоя.
3. Стол с пневмоприсосом (рис. 3.3)
Лист, с нанесенным слоем клея, помещается на рабочий стол. После позиционирования, оператор при помощи ножного переключателя включает двухзонный пневмоприсос для предотвращения перемещения листа. Поверхность панели пневмоприсоса имеет фтористое покрытие, которое легко очищается и не прилипает к листу.
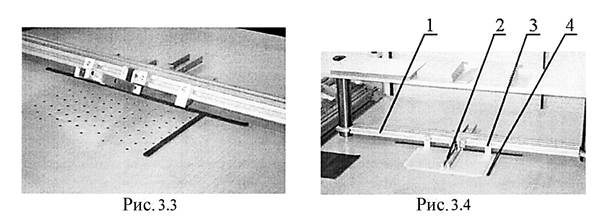
4. Позиционирующее устройство (рис. 3.4)
Позиционирующее устройство состоит из направляющей рейки 3.4.1, шаблона 3.4.2, упора 3.4.3 и установочной полосы 3.4.4. Положение шаблона и упора относительно направляющей рейки может меняться в зависимости от размеров переплетной крышки или бумажного блока. Для удобства работы направляющая рейка может перемещаться вверх вниз. В случае необходи-мости можно изменять размер центрального фальца переплетной крышки в пределах от 1мм до 13мм при помощи регулировочных вставок различного размера (4мм, 2мм, 1мм), входящих в комплект поставки.
IV. ПОРЯДОК РАБОТЫ КЛЕЕНАНОСЯЩЕЙ МАШИНЫ
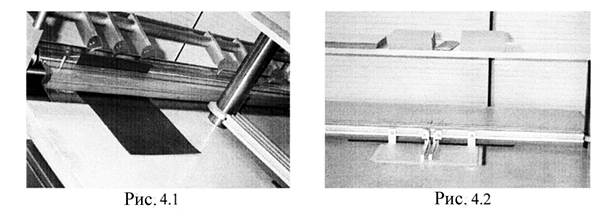
1. Основные принципы
Полуавтоматическая клеенаносящая машина состоит из клеевой группы (рис. 4.1) и крышкоделательной станции (рис. 4.2). Лист бумаги подается через направляющую пластину в зазор между клеевым валом и прижимной пластиной. Толщина клеевого слоя регулируется величиной зазора. После отделения листа от клеевого вала при помощи ракеля, он попадает на рабочий стол.
Крышкоделательная станция состоит из панели пневмоприсоса, направляющей рейки, шаблона и упора. Относительное положение элементов станции определяется размерами переплетной крышки или бумажного блока.
2. Порядок работы
2.1. Включите питание и переведите переключатель 4.3.7 в положение «ВКЛ.» В случае использования животного клея , добавьте в него 5-10% воды. После нагрева клей расплавляется и становится однородным. Температура нагрева устанавливается терморегулятором 4.3.10 и составляет примерно 60±5оС. В случае использования холодного клея необходимость в нагревании отсутствует. Для экономии рабочего времени можно установить время начала предварительного нагрева при помощи недельного планировщика 4.3.11, предварительно установив переключатель 4.3.7 в положение «ТАЙМЕР».
2.2. Нажмите кнопку «ПУСК» 4.3.1; при помощи переключателя 4.3.5 выберите направление вращения клеевых валов; нажмите кнопку «СТАРТ» 4.3.2; при помощи регулятора 4.3.9 установите скорость вращения клеевых валов. Как только клеевые валы начнут вращаться, установите минимальный зазор между валом и прижимной пластиной и слегка побрызгайте водой на валы. Дайте валам немного повращаться до достижения подходящей температуры.
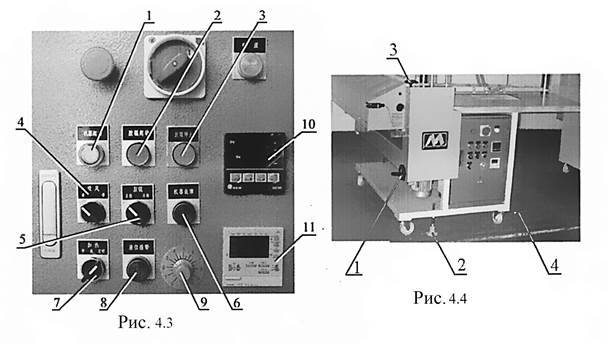
2.3. При помощи маховичка 4.4.1 поднимите емкость с клеем на такой уровень, чтобы клеевой вал смачивался клеем. Отрегулируйте опоры 4.4.2 так, чтобы поверхность клея была параллельна поверхности клеевого вала. Отрегулируйте толщину клеевого слоя, вращая маховички 4.4.3 с обеих сторон машины так, чтобы зазор между валами был равномерным по всей их длине.
2.4. В зависимости от толщины листа, установите прижимную пластину в положение, обеспечивающее свободную подачу листа и равномерное нанесение клея. Ракели необходимо установить в соответствии с шириной листа и зафиксировать.
2.5. Кнопкой «ПРИСОС» 4.3.4 включите систему пневмоприсоса и нажмите ножной переключатель.
2.6. Возьмите лист
без клея и положите его на рабочий стол. Опустите шаблон и позиционный упор.
Установите шаблон так, чтобы средняя узкая часть картонного листа прижалась к
внутренней стороне шаблона, а переплетная крышка прижалась к наружной стороне
шаблона и позиционному упору. Затем двигайте лист в продольном и поперечном
направлении так, чтобы ширина загибаемых полей была одинакова со всех сторон.
После того как положение зафиксировано, магнитным держателем прижмите лист к
поверхности стола вдоль верхней и боковых сторон его внешнего края. Процедура
работы с одним форматом завершена. При необходимости производства различных
форматов переплетных крышек необходимо использовать дополнительные шаблоны и
позиционные упоры. Порядок работы аналогичен описанному выше.
Замечание: При низком уровне воды замигает сигнальная лампа 4.3.8. В этом
случае необходимо долить воду в резервуар.
3. Очистка клеевых валов
После окончания каждой смены необходимо тщательно очистить клеевые валы. Для этого необходимо сделать следующее:
3.1. Приготовьте контейнер с теплой водой
3.2. Поднимите ракели, снимите прижимную пластину и опустите направляющую пластину.
3.3. Максимально уменьшите зазор между клеевыми валами и опустите емкость с клеем для того, чтобы валы не смачивались клеем.
3.4. Запустите вращение валов в течение 30 секунд в одну сторону и затем в течение 30 секунд в другую сторону. Остановите валы. Значительное количество клея сольется в резервуар.
3.5. Подождите примерно 30 секунд, снова запустите валы и полейте их теплой водой. Затем повторите предыдущую процедуру.
3.6. Остановите валы, переключите направление вращения на противоположное и разведите валы на расстояние более 1мм. Затем запустите вращение на несколько минут для того, чтобы валы обсохли. Не вытирайте валы губкой или другими материалами, так как это небезопасно.
V. ОБСЛУЖИВАНИЕ И УХОД КЛЕЕНАНОСЯЩЕЙ МАШИНЫ
1. Ежемесячно очищайте и смазывайте зубчатые рейки.
2. Ежемесячно проверяйте и при необходимости регулируйте натяжение приводных ремней и цепей.
3. Регулярно очищайте поверхность рабочего стола. Не допускайте его повреждения.
4. При появлении подозрительных шумов, остановите машину и выясните причину их появления.
5. Ежемесячно проверяйте состояние воздуховодов.
ЭЛЕКТРИЧЕСКАЯ ЧАСТЬ КЛЕЕНАНОСЯЩЕЙ МАШИНЫ
Электрооборудование полуавтоматической клеенаносящей машины SJB 1000 состоит из регулятора скорости, недельного планировщика, терморегулятора, аварийного выключателя, пускателей, датчиков, реле и других элементов, которые обеспечивают выполнение всех необходимых функций.
I. ИСТОЧНИК ПИТАНИЯ КЛЕЕНАНОСЯЩЕЙ МАШИНЫ
Напряжение питания: 3 фазы по 5-проводной схеме, 380В/50Гц
Максимальная мощность 4,7кВт
Мощность двигателя 0,62кВт
Мощность нагревателя 4кВт
Питание системы управления 1 фаза, 220В/50Гц
II. ПАНЕЛЬ УПРАВЛЕНИЯ КЛЕЕНАНОСЯЩЕЙ МАШИНЫ
1) QS1 Питание
2) SB1 Аварийный выключатель
3) SB2 Пуск
4) SB4 Запуск клеевых валов
5) SB5 Остановка клеевых валов
6) SA1 Переключатель направления вращения клеевых валов
7) SA2 Пневмоприсос ВКЛ./ВЫКЛ.
8) SA3 Переключатель режимов предварительного нагрева
9) R1 Регулятор скорости вращения клеевых валов
10) HL1 Индикация питания
11) HL2 Индикация готовности к пуску
12) HL3 Индикатор аварийной ситуации
13) BT1 Терморегулятор
14) TM1 Недельный планировщик
III. ЭЛЕКТРОУПРАВЛЕНИЕ КЛЕЕНАНОСЯЩЕЙ МАШИНЫ
1. Управление питанием.
Включение и выключение питания осуществляется при помощи выключателя QS1.
Скорость вращения двигателя клеевых валов М1 регулируется при помощи регулятора AV1, управляемого потенциометром R1, расположенным на панели управления. Направление вращения двигателя клеевых валов изменяется переключателем SA1.
Включение и выключение двигателя пневмоприсоса М2осуществляется переключателем SA2.
2. Управление нагревом.
Нагревательная система состоит из нагревательных элементов R2, R3, терморегулятора BT1, термоэлектрической пары B1 и недельного планировщика ТМ1.
Недельный планировщик ТМ1 предназначен для автоматического управления временем включения-выключения нагревателя. С его помощью можно запрограммировать интервалы работы нагревателя в течение недели; например, выключение нагревателя в Субботу и Воскресенье, а в остальные дни недели включение нагревателя за два часа до начала смены и выключение перед окончанием смены. Данный режим будет действовать неделя за неделей.
Существует два режима нагрева: ручной и автоматический. В ручном режиме планировщик не используется. В автоматическом режиме планировщик управляет режимом работы нагревателя по заданному алгоритму.
3. Установка параметров.
Параметры регулятора скорости и терморегулятора установлены на заводе и в регулировке не нуждаются.
4. Безопасность и Аварийная сигнализация.
Машина оснащена современной системой безопасности и аварийной сигнализации. В случае срабатывания датчиков безопасности или нажатия аварийного выключателя машина немедленно останавливается и загорается аварийный индикатор HL3.
5. Сигнализатор уровня воды.
Машина оснащена указателем уровня KA5. Если уровень воды становится ниже допустимого, нагрев отключается и загорается аварийный индикатор уровня воды HL4.
IV. ОБСЛУЖИВАНИЕ ЭЛЕКТРИЧЕСКОЙ СИСТЕМЫ КЛЕЕНАНОСЯЩЕЙ МАШИНЫ
1. После установки машины подключите ее к трехфазному источнику питания. Включите питание и проверьте направление вращения двигателя пневмоприсоса М2. Если двигатель вращается в неверном направлении, поменяйте местами фазы.
2. Перед запуском машины, прежде всего, включите нагрев переключателем SA2 и установите необходимую температуру на терморегуляторе. Примерно через два часа, когда клей расплавится и достигнет необходимой консистенции, можно начинать работу.
3. Периодически проводите контрольный осмотр электрооборудования.
V. СПЕЦИФИКАЦИЯ КЛЕЕНАНОСЯЩЕЙ МАШИНЫ
|
№ |
Код |
Описание |
Тип |
Кол-во |
Примечание |
|
1 |
QS1 |
Выключатель питания |
HZK12-25/04 |
1 |
|
|
2 |
KM1 |
Пускатель |
LC1-D0910M5C |
1 |
Schneider |
|
3 |
KM2 |
Пускатель |
LC1-D1210M5C |
1 |
Schneider |
|
4 |
KA1-4 |
Реле |
CA2-DN31M5C |
4 |
Schneider |
|
5 |
QF1 |
Размыкатель |
C45N-C2P10A |
1 |
Schneider |
|
6 |
QF2 |
Размыкатель |
GV2-RS05C |
1 |
Schneider |
|
7 |
QF3 |
Размыкатель |
C45N-C3P10A |
1 |
Schneider |
|
8 |
QF4 |
Размыкатель |
C45AD-D2P6A |
1 |
Schneider |
|
9 |
QF5 |
Размыкатель |
C45N-C1P3A |
1 |
Schneider |
|
10 |
TV1 |
Частотный регулятор |
ATV-08HU18M2 |
1 |
Schneider |
|
11 |
TC1 |
Трансформатор |
JBK3-160 380/220 |
1 |
|
|
12 |
SB1-5 |
Кнопочный переключатель |
XB2-E |
5 |
Schneider |
|
13 |
SA1-3 |
Селекторный переключатель |
XB2-E |
3 |
Schneider |
|
14 |
HL1-3 |
Подсветка индикатора |
XB7-E |
3 |
Schneider |
|
15 |
BT1 |
Терморегулятор |
GCM-330-R/E |
1 |
|
|
16 |
B1 |
Термопара |
WRNK-381 6X100 |
1 |
|
|
17 |
TB1 |
Недельный планировщик |
H5S-B |
1 |
|
|
18 |
SQ1 |
Аварийный выключатель |
AZ7-11zrk |
1 |
|
|
19 |
KA5 |
Датчик уровня |
61F-GP-N |
1 |
Omron |
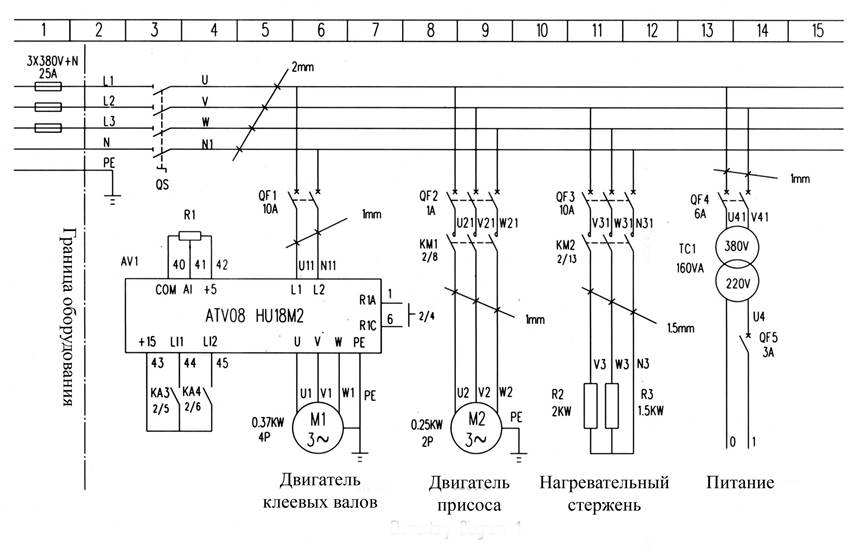
VI. ПРИНЦИПИАЛЬНЫЕ СХЕМЫ КЛЕЕНАНОСЯЩЕЙ МАШИНЫ
1. Принципиальная схема 1
2. Принципиальная схема 2
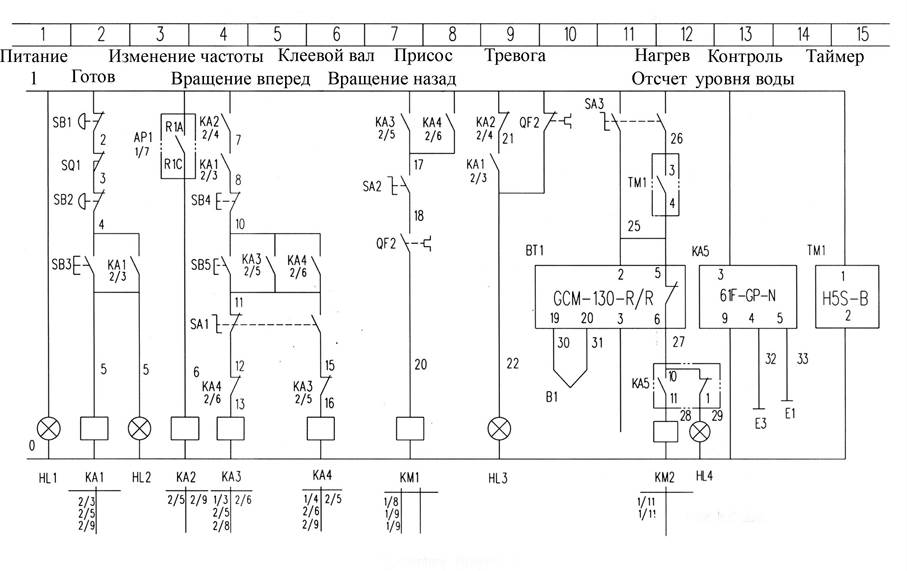
Схема расположения электрических элементов на панели управления
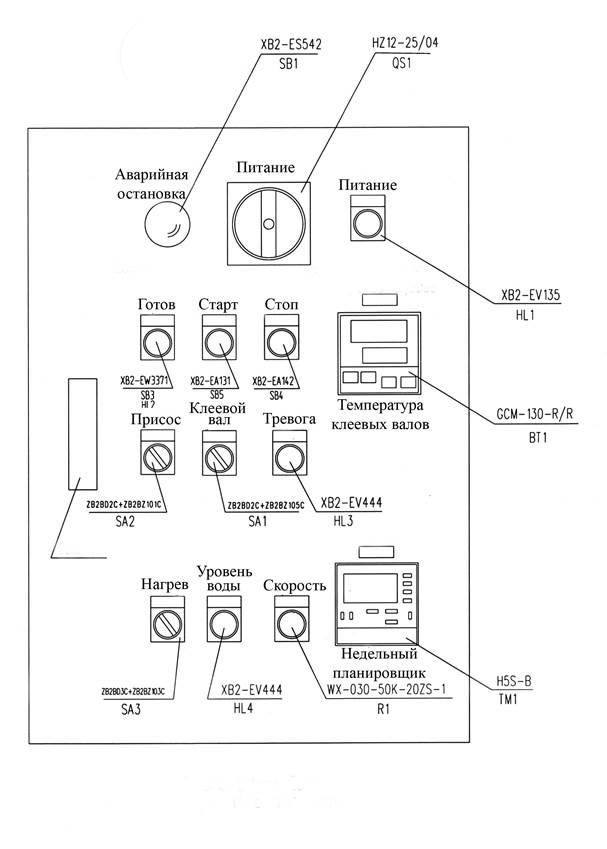
Схема расположения электрических элементов на коммутационной панели
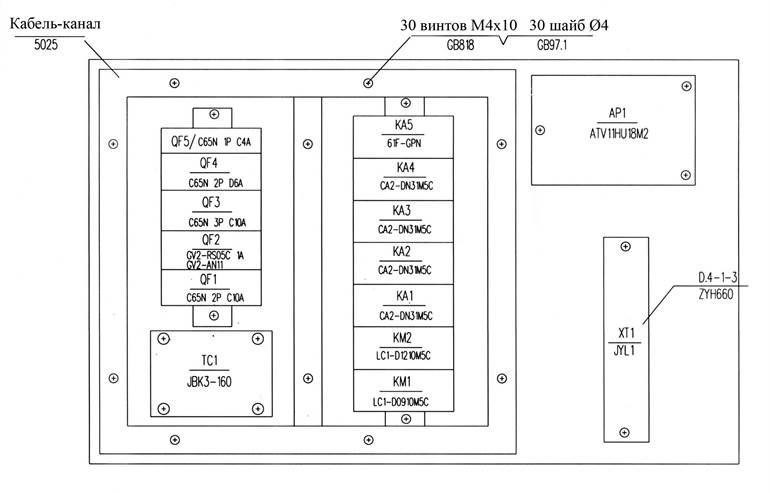
Схема расположения электрических элементов в корпусе машины
VII. ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ ЭЛЕКТРООБОРУДОВАНИЯ КЛЕЕНАНОСЯЩЕЙ МАШИНЫ SJB 1000
1. Нормальное состояние электрооборудования
Источник питания
Общее питание: три фазы, 50Гц, 380В±5%
Питание нагревательного элемента: одна фаза, 220В/50Гц
Питание панели управления: одна фаза, 220В/50Гц, берется от
трансформатора ТС1
Частотный регулятор
Когда машина подключена к источнику питания горит оранжевый индикатор частотного регулятора. В случае неисправности частотного регулятора загорается красный аварийный индикатор.
2. Контрольная индикация
Красный аварийный индикатор: загорается при неисправности
частотного регулятора PA1 или
двигателя пневмоприсоса М2
3. Возможные неисправности и способы их устранения
|
Неисправность |
Причина |
Способ устранения |
|
Машина не работает |
1. Отсутствует питание 380 В. 2. Отсутствует питание 220В (QF4, TC1, QFS). 3. Неисправна кнопка «ПУСК» (SB1). 4. Неисправен педальный выключатель (SB5). 5. Нажата кнопка «СТОП» (SB4). 6. Неисправен переключатель режимов (SA2). 7. Нажата кнопка аварийной остановки (SB1, SB2). 8. Защитный выключатель (SQ1) находится в положении «ВЫКЛ.» 9. Неисправен частотный регулятор (AV1). 10. Неисправен двигатель (М1), воздушный переключатель находится в положении «ВЫКЛ.» 11. Неисправен двигатель (М2). 12. Неисправен PLC. 13. Разъем питания ослаб. |
Проверьте питание. Проверьте питание.
Замените.
Замените.
Выключите. Замените.
Выключите.
Закройте защиту.
Протестируйте.
Замените, включите переключатель.
Протестируйте. Протестируйте. Вставьте плотнее. |
|
Не вращается двигатель пневмоприсоса. |
1. Переключатель пневмоприсоса SA2 в положении «ВЫКЛ.» 2. Воздушный клапан QF2 в положении «ВЫКЛ.» 3. Неисправен пускатель КМ1 пневмоприсоса. 4. Неисправен двигатель пневмоприсоса М2. 5. Ослаб разъем питания. |
Переведите в положение «ВКЛ.» Переведите в положение «ВКЛ.» Замените.
Протестируйте.
Вставьте плотнее. |
|
Нагревательный элемент не работает. |
1. Переключатель режимов нагрева в положении «ВЫКЛ.» 2. Неправильное положение терморегулятора ВТ1 3. Неисправна термопара В1. 4. Неисправен пускатель КМ2. 5. Неисправен нагревательный элемент R2, R3. 6. Неисправен недельный планировщик. 7. Ослаб разъем питания. |
Переведите в положение «ВКЛ.» Переведите в положение «ВКЛ.» Замените. Замените. Замените.
Замените.
Вставьте плотнее. |
УПАКОВОЧНЫЙ ЛИСТ КЛЕЕНАНОСЯЩЕЙ МАШИНЫ
Основная машина
|
№ |
Описание |
Кол-во |
Примечание |
|
1 |
SJB 1000, основная машина |
1 |
|
|
2 |
Руководство пользователя |
1 |
|
|
3 |
Упаковочный лист |
1 |
|
Запасные части
|
№ |
Описание |
Кол-во |
Примечание |
|
|
1 |
Задний валик |
1 |
SJB 1000-01/00 |
|
|
2 |
Ракели |
6 |
SJB 1000-01-16 |
|
|
3 |
Позиционный блок |
2 |
SJB 1000-05-07A |
|
|
4 |
Фиксирующий блок |
3 |
SJB 1000-05-08 |
|
|
5 |
Регулировочные вставки |
δ=4мм |
2 |
SJB 1000-05-14A |
|
δ=2мм |
6 |
SJB 1000-05-15A |
||
|
δ=1мм |
6 |
SJB 1000-05-16A |
||
|
6 |
Держатель |
6 |
SJB 1000-05-17 |
|
|
7 |
Магнит Ø15х3 |
16 |
|
|
|
8 |
Винт GB819 M4x6 (Zn) |
18 |
|
|
|
9 |
Винт GB70 M4x6(Zn) |
4 |
|
|
|
10 |
Винт GB70 M6x20(Zn) |
2 |
|
|
Инструменты
|
№ |
Описание |
Параметры |
Кол-во |
|
1 |
Шестигранный ключ GB5536 |
1.5-10 |
по 1 (всего9) |
|
2 |
Разводной ключ GB4440 |
250мм |
1 |
|
3 |
Плоская отвертка GB1432 |
75х5 |
1 |
|
4 |
Плоская отвертка GB1432 |
125х7 |
1 |
|
5 |
Крестовая отвертка GB1433 |
100х5 |
1 |
|
6 |
Пластиковая канистра |
1.5 л |
1 |
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ ПОЛУАВТОМАТИЧЕСКОЙ ПОДГИБОЧНОЙ МАШИНЫ ZBB 1000
СОДЕРЖАНИЕ
Механическая часть
VI. Общее описание.............................................................................. 22
VII. Технические характеристики......................................................... 23
VIII. Устройство и принцип действия машины..................................... 24
IX. Порядок работы............................................................................. 25
X. Обслуживание и уход.................................................................... 27
Электрическая часть
VIII. Питание........................................................................................... 29
IX. Порядок работы............................................................................. 29
X. Дополнительные замечания........................................................... 30
XI. Спецификация................................................................................. 31
XII. Принципиальная схема.................................................................. 32
XIII. Инструкция по эксплуатации электрооборудования................... 38
МЕХАНИЧЕСКАЯ ЧАСТЬ ПОЛУАВТОМАТИЧЕСКОЙ ПОДГИБОЧНОЙ МАШИНЫ
I. ОБЩЕЕ ОПИСАНИЕ ПОЛУАВТОМАТИЧЕСКОЙ ПОДГИБОЧНОЙ МАШИНЫ
Полуавтоматическая подгибочная машина ZBB 1000 предназначена для подгибки и каландрирования заготовок переплетных крышек после нанесения клея. Машина обеспечивает высокое качество продукции и значительно повышает производительность труда.

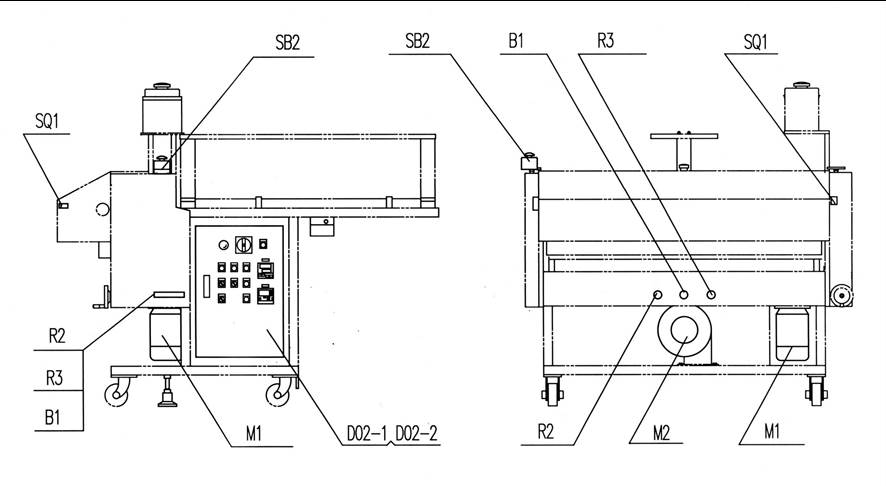
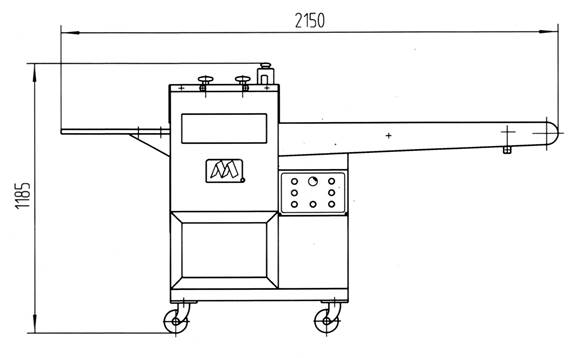
Общий вид машины
II. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
1. Максимальный формат заготовки 1000х1000мм
2. Минимальный формат заготовки 130х130мм
3. Операция подгиба скорость 1 68 об/мин
4. скорость 2 108 об/мин
5. скорость 3 136 об/мин
6. Плотность бумаги 80-180 г/м2
7. Толщина листа 1.5-3.5 мм
8. Мощность 2.2 кВт
9. Питание 380В/50Гц
10. Режим работы периодический
11. Габариты 2150х1375х1185 мм
12. Вес 400 кг
III. УСТРОЙСТВО И ПРИНЦИП ДЕЙСТВИЯ ПОЛУАВТОМАТИЧЕСКОЙ ПОДГИБОЧНОЙ МАШИНЫ
В данной машине применяются несколько типов приводов: цепной, зубчатый, ременной, что обеспечивает синхронность выполнения рабочих операций, надежность и простоту конструкции и легкость регулировки. При помощи системы фотоэлектрических датчиков и программируемого логического контроллера (PLC) машина может автоматически выполнять операции с различным типом продукции.
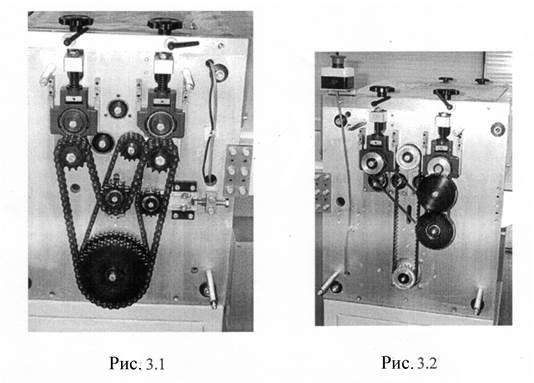
1. Механизм привода
Два каландровых вала и промежуточный транспортировочный вал приводятся в движение электромотором через двухвенцовые зубчатые барабаны на выходном валу редуктора, что обеспечивает синхронность их вращения в одном направлении (рис. 3.1), в то время как второй конец нижнего каландрового вала приводит в движение верхний каландровый вал посредством зубчатого зацепления, обеспечивая, таким образом, их вращение с одной скоростью, но в разных направлениях в целях транспортировки и каландрирования.
2. Транспортировка
Для транспортировки в машине применяется полиуретановый ремень с текстильной сердцевиной, имеющий высокую прочность и большую ширину, который легко чистится и регулируется.
3. Щетка переменного диаметра для подгибки и прижимная панель.
Операция подгиба осуществляется при помощи быстровращаюшегося щеточного вала, состоящего из нейлоновых щетинок различной длины. Длинные щетинки углубляются в промежутки между круглыми ремнями и поднимают вверх края движущегося листа. Когда переплетная крышка проходит под щеточным валом, короткие щетинки загибают поднятые края и затем осуществляется каландрирование:
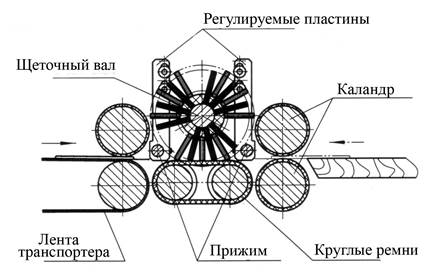
В случае если картон переплетной крышки слишком тонкий или мягкий, щеточный вал может загибать его на краях. В этом случае отрегулируйте положение прижимных осей, расположенных по обеим сторонам щеточного вала, в соответствии с толщиной материала.
IV. ПОРЯДОК РАБОТЫ ПОЛУАВТОМАТИЧЕСКОЙ ПОДГИБОЧНОЙ МАШИНЫ
1. Принцип работы
После нанесения клея, переплетная крышка помещается на транспортер и подается к устройству подгиба. Затем осуществляется каландрирование. Как только переплетная крышка пересечет границу фотодатчика, контроллер остановит вращение каландровых валов и изменит направление их вращения на обратное. После подгиба и каландрирования другой стороны переплетной крышки она снова оказывается на ленте транспортера, где вручную поворачивается на 90о и процесс повторяется.
2. Порядок работы (рис. 4.1 и 4.2)
2.1. Включите питание и нажмите кнопку «ПУСК» 4.1.1 на панели управления, загорится индикатор питания.
2.2. Нажмите кнопку «СТАРТ» 4.1.2, чтобы отрегулировать зазор между каландровыми валами. Если толщина переплетной крышки меньше 3.5 мм, зазор должен составлять примерно 1 мм. С увеличением толщины картона соответственно увеличивается и величина зазор между валами.
Для регулировки зазора вначале открутите винты 4.2.2. Вращая маховички 4.2.1 с обеих сторон машины, перемещайте ползуны 4.2.3 и опоры 4.2.4 подшипников вверх-вниз до тех пор, пока зазоры с обеих сторон валов не станут идентичными, после этого затяните винты.
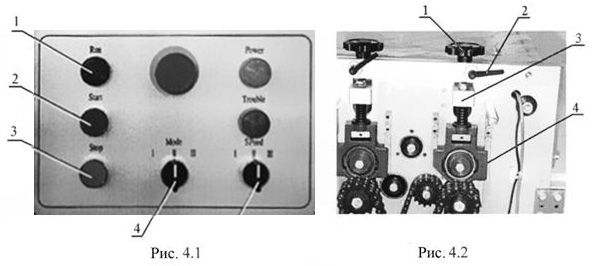
2.3. Выберите рабочий режим (4.1.4)
Существует три рабочих режима: односторонний подгиб, двусторонний подгиб и непрерывное каландрирование.
При выборе режима I осуществляется односторонний подгиб и каландрирование.
При выборе режима II осуществляется двусторонний подгиб и каландрирование.
При выборе режима III осуществляется только каландрирование. Щеточный вал в этом режиме не вращается, а каландровые валы вращаются в обратном направлении, так что подача переплетных крышек осуществляется со стороны неподвижной панели. После каландрирования крышки попадают на ленту транспортера.
2.4. Выберите скорость (4.1.5)
Предусмотрено три скорости перемещения ленты транспортера: низкая (68 об/мин), средняя (108 об/мин ) и высокая (136 об/мин).
Скорость устанавливается в зависимости от материала и уровня подготовки оператора.
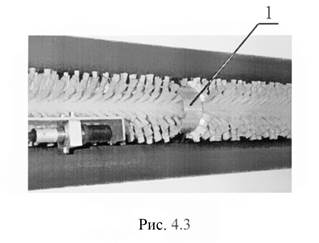
2.5. Установите кольцо 4.3.1 на щеточном валу на 10 мм дальше края переплетной крышки, чтобы не деформировать лист в поперечном направлении. Рекомендуется вначале обрабатывать более длинную сторону переплетной крышки.
2.6. После выполнения вышеперечисленных подготовительных работ, поместите переплетную крышку на ленту транспортера. Выровняйте обрабатываемый край крышки относительно каландровых валов и нажмите педальный выключатель. Операция будет выполнена.
V. ОБСЛУЖИВАНИЕ И УХОД ПОЛУАВТОМАТИЧЕСКОЙ ПОДГИБОЧНОЙ МАШИНЫ
1. Ежемесячно проверяйте и при необходимости регулируйте натяжение цепей.
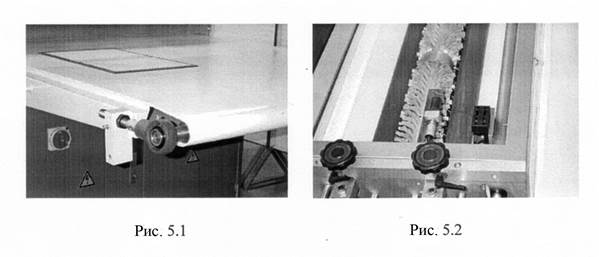
2. Ежемесячно проверяйте и при необходимости регулируйте натяжение ленты транспортера (рис. 5.1).
3. Еженедельно проверяйте положение фотодатчиков и очищайте их от пыли и грязи (рис. 5.2).
4. Ежедневно в конце смены очищайте каландровые валы, ленту транспортера и щеточный вал при помощи влажной материи (не используйте растворители и другие агрессивные жидкости).
5. Ежемесячно очищайте распределительный щит.
6. Периодически проверяйте состояние каландровых валов. В случае обнаружения повреждений оболочки валов, влияющих на качество каландрирования, оболочки необходимо заменить.
Замена оболочек валов производится при помощи инструмента, входящего в комплект поставки в следующей последовательности:
6.1. Снимите каландровый вал с поврежденной оболочкой.
6.2. Удалите поврежденную оболочку.
6.3. Подготовьте отрезок эластичной силиконовой оболочки соответствующего размера.
6.4. Заключите в оболочку конец направляющей втулки с большим отверстием.
6.5. Заведите вал с другой стороны силиконовой оболочки.
6.6. Подсоедините компрессор к небольшому отверстию в свободном конце направляющей втулки (давление не более 6 кг/см2). Это приведет к увеличению внутреннего диаметра силиконовой оболочки и позволит натянуть ее по всей длине вала.
6.7. По завершении процедуры, снимите направляющую втулку и обрежьте излишки силиконовой оболочки, оставив примерно по 20мм с обоих концов.
ЭЛЕКТРИЧЕСКАЯ ЧАСТЬ ПОЛУАВТОМАТИЧЕСКОЙ ПОДГИБОЧНОЙ МАШИНЫ
Электрооборудование полуавтоматической подгибочной машины SJB 1000 состоит из программируемого логического контроллера, частотного регулятора, аварийного выключателя, пускателей, датчиков, реле и других элементов, которые обеспечивают выполнение всех необходимых функций. Машина может работать в трех режимах:
1. Односторонний подгиб
2. Двусторонний подгиб
3. Каландрирование
I. ИСТОЧНИК ПИТАНИЯ ПОЛУАВТОМАТИЧЕСКОЙ ПОДГИБОЧНОЙ МАШИНЫ
Напряжение питания: 3 фазы по 5-проводной схеме, 380В/50Гц
Максимальная мощность 2,1кВт
Питание системы управления 1 фаза, 220В/50Гц
II. ПОРЯДОК РАБОТЫ ПОЛУАВТОМАТИЧЕСКОЙ ПОДГИБОЧНОЙ МАШИНЫ
1. Переключателем QS1 включите питание, загорится индикатор HL1.
2. Переключателем SA2 установите режим работы.
3. Переключателем SA1 установите скорость.
4. Отключите аварийный выключатель SB1 на панели управления и SB2 на корпусе машины. Закройте шторку безопасности, чтобы выключить защитный выключатель SQ1.
5. Нажмите кнопку «ПУСК» SB3, загорится индикатор HL2.
6. Выберите режимы работы:
6.1. Режим I
Расположите заготовку на ленте транспортера. Нажмите педальный выключатель SB5, заготовка начнет перемещаться в сторону рабочей зоны. После выполнения операции подгиба и пересечения передним концом заготовки границы фотодатчика направление движения ленты изменится на обратное и заготовка вернется в исходное положение. Таким образом, будет выполнен односторонний подгиб заготовки.
6.2. Режим II
Расположите заготовку на ленте транспортера. Нажмите педальный выключатель SB5, заготовка начнет перемещаться в сторону рабочей зоны. После выполнения операции подгиба и пересечения передним концом заготовки границы фотодатчика заготовка продолжит движение до момента пересечения границы фотодатчика противоположным концом заготовки. Затем направление движения ленты изменится на обратное, произойдет подгиб другой стороны заготовки, и после этого она вернется в исходное положение. Таким образом, будет выполнен двусторонний подгиб заготовки.
6.3. Режим III
Нажмите педальный выключатель, машина заработает, но щеточный вал вращаться не будет. Подайте заготовку в рабочую зону со стороны неподвижной панели. После каландрирования она попадет на ленту транспортера. Таким образом, будет выполнено каландрирование.
7. Нажмите кнопку «СТОП» SB4, индикатор HL2 погаснет и машина остановится.
8. Выключите основное питание переключателем QS1.
III. ДОПОЛНИТЕЛЬНЫЕ ЗАМЕЧАНИЯ ПОЛУАВТОМАТИЧЕСКОЙ ПОДГИБОЧНОЙ МАШИНЫ
1. После установки машины подключите ее к трехфазному источнику питания. Включите питание и проверьте направление вращения двигателя щеточного вала М1. Если двигатель вращается в неверном направлении, поменяйте местами фазы.
2. При нажатии кнопки аварийной остановки SB1 или SB2, срабатывании защитного выключателя, а также в случае неисправности частотного регулятора AV1 или двигателя щеточного вала М1, машина остановится и загорится аварийный индикатор.
3. Параметры частотного регулятора установлены на заводе и в регулировке не нуждаются. Для трех режимов скорости параметры следующие:
I 10Гц
II 16Гц
III 20Гц
4. Фотодатчик SQ2 состоит из двух частей: источника света и приемника света, расположенных друг напротив друга. Переплетная крышка, проходя мимо источника, прерывает луч света, падающий на приемник. Необходимо следить за чистотой и правильной фокусировкой датчика.
5. В режимах I и II, если в течение 5 секунд после нажатия педального выключателя фотодатчик не обнаружит переплетную крышку, машина автоматически остановится.
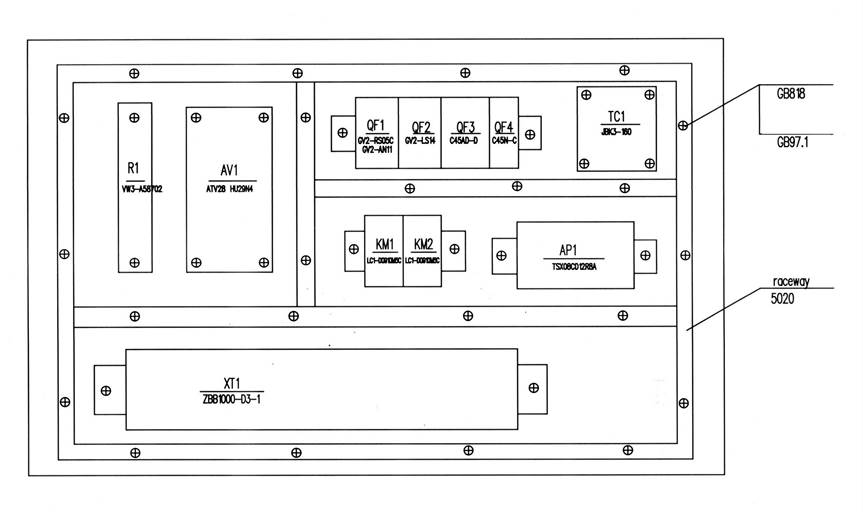
IV. СПЕЦИФИКАЦИЯ ПОЛУАВТОМАТИЧЕСКОЙ ПОДГИБОЧНОЙ МАШИНЫ
|
№ |
Код |
Описание |
Тип |
Кол-во |
Прим. |
|
1 |
QS1 |
Выключатель питания |
HZK12-25/04 |
1 |
|
|
2 |
KM1 |
Пускатель |
LC1-D0910M5C |
1 |
Schneider |
|
3 |
KM2 |
Пускатель |
LC1-D0910M5C |
1 |
Schneider |
|
4 |
QF1 |
Размыкатель |
GV2-RS05C |
1 |
Schneider |
|
5 |
QF2 |
Размыкатель |
GV2-LS114 10A |
1 |
Schneider |
|
6 |
QF3 |
Размыкатель |
C45AD-D 2P 6A |
1 |
Schneider |
|
7 |
QF4 |
Размыкатель |
C45N-C 1P 3A |
1 |
Schneider |
|
8 |
AP1 |
Блок программируемого контроллера |
TSX08CD12R8A |
1 |
Schneider |
|
9 |
AV1 |
Частотный регулятор |
ATV-28HU29N4 |
1 |
Schneider |
|
10 |
SB1-4 |
Кнопочный выключатель |
XB2-E |
5 |
Schneider |
|
11 |
SA1-2 |
Селективный переключатель |
XB2-E |
3 |
Schneider |
|
12 |
HL1-3 |
Индикатор |
XB7-E |
3 |
Schneider |
|
13 |
SB5 |
Педальный выключатель |
YDT1-11 |
1 |
Schneider |
|
14 |
SQ1 |
Защитный выключатель |
AZ15 zvrk |
1 |
Schneider |
|
15 |
TB1 |
Фотодатчик |
PS-BA-8180SN2-45 |
1 |
|
V.
ПРИНЦИПИАЛЬНЫЕ
СХЕМЫ ПОЛУАВТОМАТИЧЕСКОЙ ПОДГИБОЧНОЙ МАШИНЫ
Принципиальная
схема 1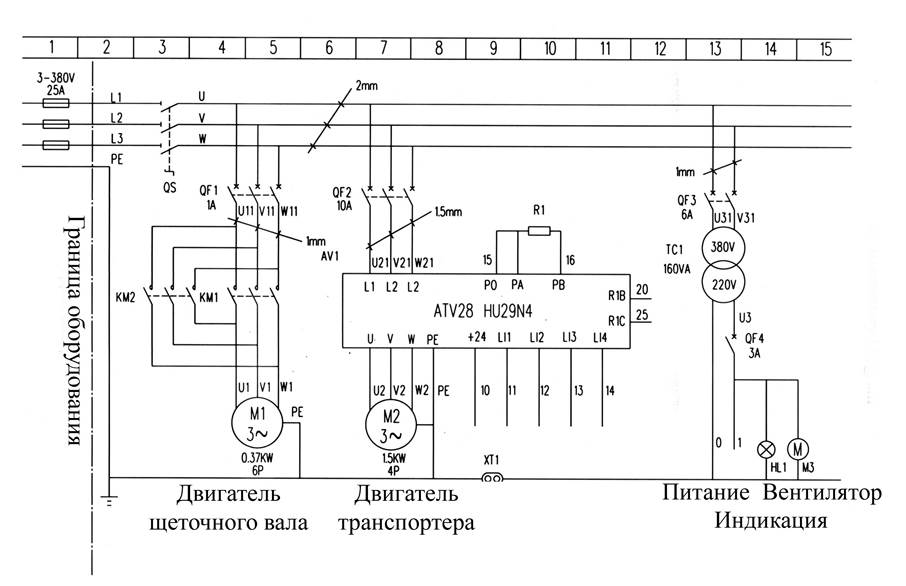
Принципиальная схема 2
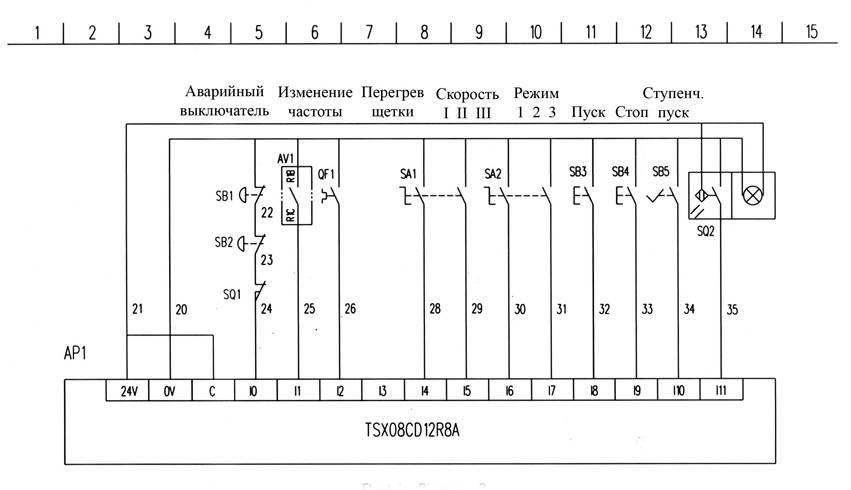
Принципиальная схема 3
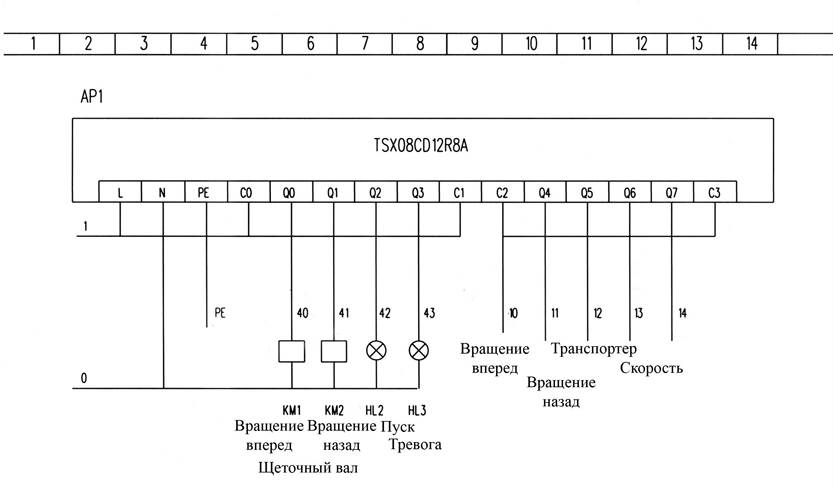
Схема расположения электрических элементов на панели управления
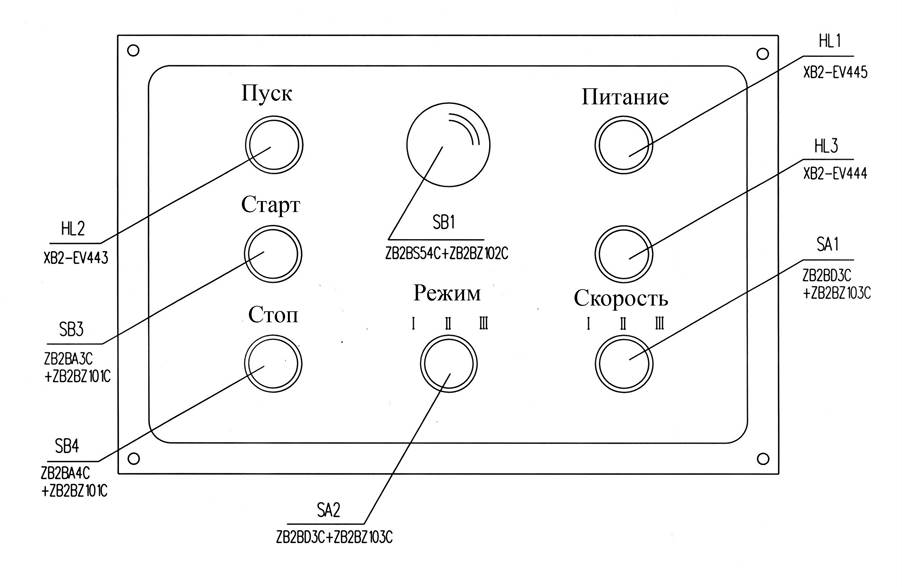
Схема расположения электрических элементов на корпусе машины
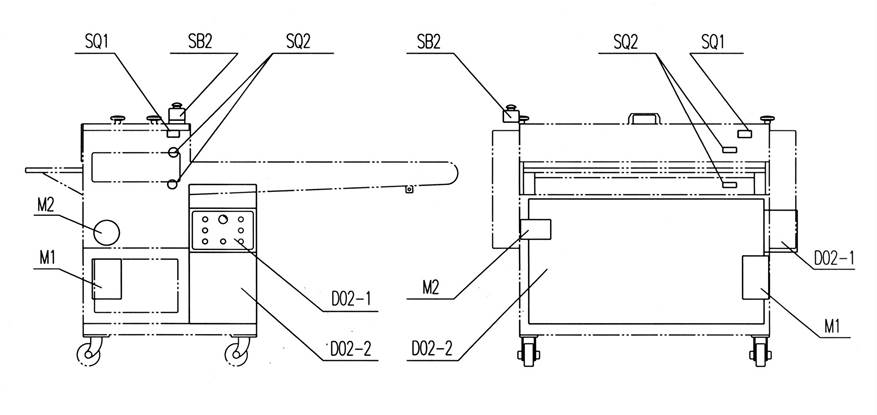
Схема расположения электрических элементов на коммутационной панели
VIII. ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ ЭЛЕКТРООБОРУДОВАНИЯ ПОДГИБОЧНОЙ МАШИНЫ ZBB 1000
1. Нормальное состояние электрооборудования
Источник питания
Общее питание три фазы, 50Гц, 380В ±5%
Питание панели управления одна фаза, 220В/50Гц от трансформатора ТС1
Блок программируемого контроллера (PLC)
При подаче напряжения на PLC загорается зеленый индикатор «ГОТОВ». В случае неисправности PLC или сбоя программы загорается лампа аварийной сигнализации.
Частотный регулятор
При подаче напряжения на частотный регулятор загорается желтый индикатор. В случае неисправности частотного регулятора загорается лампа аварийной сигнализации.
2. Аварийная сигнализация
|
Сигнальная лампа |
Причина |
Способ устранения |
|
Лампа мигает с интервалом 0.5 сек. |
1. Нажата кнопка аварийной остановки SB1 или SB2. 2. Сработала аварийная защита 3. Неисправен частотный регулятор AV1. 4. Неисправен двигатель щеточного вала, включен воздушный переключатель QF1 . |
Выключите кнопку аварийной остановки. Закройте крышку. Проверьте частотный регулятор. Проверьте двигатель, выключите переключатель. |
3. Возможные неисправности и способы их устранения
|
Неисправность |
Причина |
Способ устранения |
|
Двигатель не вращается |
1. Отсутствует общее питание. 2. Отсутствует питание частотного регулятора (QF1). 3. Неисправен частотный регулятор AV1. 4. Нажата кнопка аварийной остановки SB1 или SB2. 5. Открыта крышка SQ1. 6. Неисправна кнопка «ГОТОВ» SB1. 7. Неисправно реле КА1 8. Неисправно реле КА2 9. Неисправна кнопка включения SB5. 10. Поврежден переключатель направления вращения валов SA1 11. Неисправны реле переключения направления вращения валов КА3, КА4. 12. Неисправен двигатель М1. 13. Ослаб разъем питания. |
Проверьте подачу питания.
Проверьте подачу питания.
Протестируйте.
Отключите кнопку.
Закройте крышку. Замените.
Замените. Замените. Замените.
Замените.
Замените.
Замените. Вставьте плотнее. |
|
Переплетная крышка не возвращается в исходное положение после подгибки одной стороны. |
1. Не отрегулирован фотоэлемент SQ2. 2. Неисправен PLC. 3. Неисправен частотный регулятор. 4. Ослаб разъем питания
|
Отрегулируйте, если неисправен – замените. Протестируйте. Протестируйте.
Вставьте плотнее. |
|
Не регулируется скорость двигателя. |
1. Неисправен переключатель скоростей SA1. 2. Неисправен PLC. 3. Неисправен частотный регулятор. |
Отрегулируйте или замените. Протестируйте. Протестируйте. |
УПАКОВОЧНЫЙ ЛИСТ ПОЛУАВТОМАТИЧЕСКОЙ ПОДГИБОЧНОЙ МАШИНЫ
Основная машина
|
№ |
Описание |
Кол-во |
Примечание |
|
1 |
Основная машина ZBB 1000 |
1 |
|
|
2 |
Руководство пользователя |
1 |
|
|
3 |
Упаковочный лист |
1 |
|
Запасные части
|
№ |
Описание |
Кол-во |
Примечание |
|
1 |
Направляющая втулка |
1 |
ZBB1000-00-Appendix |
|
2 |
Эластичная силиконовая оболочка |
6 |
ZBB1000-01-30 |
|
3 |
Круглый ремень Ø4х224 |
10 |
ZBB1000-01-37 |
|
4 |
Круглый ремень Ø5х433 |
1 |
ZBB1000-01-42 |
|
5 |
Круглый ремень Ø5х572 |
1 |
ZBB1000-01-44 |
|
6 |
Хомут 20-*70мм |
1 |
|
Инструменты
|
№ |
Наименование |
Параметры |
Кол-во |
|
1 |
Разводной ключ GB4440 |
250мм |
1 |
|
2 |
Шестигранный ключ GB5356 |
1.5-10 |
по 1 (всего 9) |
|
3 |
Крестовая отвертка GB1433 |
100х5 |
1 |