Инструкция на оборудование Машина для заточки ножей
Руководство по эксплуатации

Введение
Ножеточильные аппараты серии MSQ-C пользуются устойчивым спросом на рынке. Конструктивно они вобрали в себя все лучшее, чем гордятся ножеточки немецкой марки ROPLOR. Возможна продольная приладка точильной головки. Работа аппарата контролируется микрокомпьютером. Оборудование идеально сочетает в себе лучшие качества ножеточильной техники мирового уровня.
1. Назначение машины для заточки ножей
Аппарат предназначен для заточки лезвий различного размера и конфигурации. Применяется в следующих отраслях: полиграфия, производство картонной упаковки, бумагоделательное производство, деревообработка.
2. Применение машины для заточки ножей
Машина для заточки ножей представляет собой прочную стальную конструкцию. Рельса оснащена мягкими ремням. Рабочий стол оборудован электромагнитным ножом , причем возможно свободно регулировать угол заточки от 0 до 90 градусов, плюс встроен магнитный калибратор лезвия (патентованная продукция). Расстояние хода точильного устройства регулируется в заданных пределах. Точильное устройство производит окончательную влажную заточку и обточку угла лезвия, причем используется либо чашеобразный, либо сферический точильный камень. Используя разные точильные камни, можно стачивать лезвия, изготовленные из разного материала, а именно: из легированной стали, вольфрама и т.д. Осевой люфт точильного стола может регулироваться, точильный камень работает в автоматическом режиме, ход головки точильного камня обеспечивается с помощью электропривода. Скоростной ход точильного стола позволяет не только улучшить качество заточки, но и ускорить ее.
3.Технические параметры машины для заточки ножей
|
|
MSQ 1700 С |
MSQ 2200 С |
MSQ 2700 С |
MSQ 3100 С |
|
Принцип заточки |
влажная заточка посредством возвратно поступательного автоматического движения стола. |
|||
|
Максимальная длина заточки; мм |
1 700 |
2 200 |
2 700 |
3 100 |
|
Регулируемый угол заточки |
0-90 градусов |
|||
|
Мощность электропривода точильного стола |
3 кВт, 1440N\Min |
|||
|
Габариты; мм |
2400х750х1500 |
2900х750х1500 |
3400х750х1500 |
3800х750х1500 |
|
Вес; кг |
1 700 |
2 250 |
2 650 |
8 800 |
Шлифовальный материал : белый сапфир GB(WA)
Твердость 3 J (R3)
Размер зерна №40 или №60
Размеры: Ф200 мм хФ100 мм х 100 мм
4.Конструкция машины для заточки ножей
А. Станина из крепкой прочной стали гарантирует качество станка. Рельса оснащена мягкими ремнями и покрышкой из ПВХ органного типа. К станине подсоединен специальный гидрошкаф охлаждения, в нижней части станины встроен электрошкаф, в передней части станины располжена электропанель управления.
Б. Ножевой стол оборудован системой электромагнитной фиксации затачиваемого материала. На одном конце ножевого стола имеется червячный механизм регулировки. Угол заточки можно свободно изменять, устанавливая его в пределах от 0 до 90 градусов при помощи ручного регулирующего колеса.
В. Шлифовальный блок состоит из приводящего его в движение двигателя и редуктора. Таким образом точильное колесо работает в автоматическом режиме. В передней части шлифовального стола расположена головка шлифовального камня и специальное колесо, с помощью которого регулируется подъем и опускание головки.
5. Установка и работа машины для заточки ножей
1) Точильный станок устанавливается на плоскую, ровную поверхность.
2) Подключите электропитание, включите кнопку «Сеть», загорится индикатор питания. Проверьте кнопку экстренной остановки, управление станком будет происходить в ручном режиме, нажмите кнопки левого и правого хода стола, нажмите левую кнопку и шлифовальный стол пойдет налево. Особо предупреждаем: убедитесь в правильном направлении вращения точильного камня во избежание его откручивания и падения.
3) Смажьте каждую деталь, подлежащую смазке. В гидрошкаф необходимо добавить достаточное количество охлаждающего вещества. Соотношение между охлаждающим веществом и водой - 1 к 30.
4) Перед началом работы убедитесь, что все крепящие детали плотно пригнаны (особенно запирающая крышка точильного камня). Если обнаружите обратное, устраните возникшую ситуацию и только потом начинайте работать.
5) При установке лезвия убедитесь, режущая кромка ножа находится на расстоянии 10-15 мм над краем ножевого стола. Режущая кромка ножа должна соприкасаться с магнитным калибратором и таким образом лезвие должно находится параллельно к рельсе. После того, как вы правильным образом установите лезвие, поверните тумблер включения магнитного поля, убедитесь, что наличествует момент притяжения и, отрегулировав ножевой стол методом его вращения до угла, под который лезвие необходимо заточить, закройте ножевой стол и сократите расстояние между точильным столом и лезвием. Начинайте двигать точильный стол поступательно вдоль по рельсе, имитируя заточку. Заправьте точильный камень, добавьте немного охлаждающего вещества, если будут появляться искры. После того, как точильный стол совершил несколько ходок, начинайте собственно процесс заточки. Нажмите кнопку автоподачи, автоподача камня со значением по плоскости 0.001 мм, по лимбу 0.5 мм. После перенастройки точильное колесо грубо затачивает обыкновенную легированную сталь, одним ходом точильного стола, одной подачей ножа, причем максимальное движение точильного круга менее 0.05 мм\ход, но качество заточки хорошее, точность заточки менее 0.03 мм. При заточке твердой легированной стали точность заточки менее 0.03 мм, в то же время движение точильного колеса достаточно быстрое. Скорость движения точильного круга контролируется компьютером (см. подробное описание работы компьютера). После завершения процесса заточки необходимо удалить зернообразные стружки с лезвия при помощи пластмассовой ленты и, наконец, снять нож.
6) Способ заправки и снятия точильного колеса: с помощью электромеханизма поднимите точильный стол, введите внутренний шестигранный гаечный ключ №8 в зажимной патрон точильного колеса с левой или с правой стороны, дабы закрепить головку точильного камня, с помощью специального гаечного ключа снять двойные гайки, вынуть их из точильного кманя. Таким же образом гайки можно закрутить, против часовой стрелки, дабы закрепить точильный камень. Выньте внутренний шестигранный гаечный ключ и с помощью стального пера зачините точильный камень. (Зачиняя камень, запустите точильный стол и вручную, с помощью подъемной ручки опустите точильный камень так, чтобы он соприкасалось со стальным пером. Запустите поступательный ход точильного стола и двигайте его до того момента, пока точильный камегь не будет издавать ровный звук. Помните: всякий раз, перезаправляя точильный камень, его необходимо зачинять, готовить к новой работе.)
7) Перед началом работы машины для заточки ножей и после ее окончания необходимо зачистить рельсу, удалив грязь с ножевого стола и стерев масло во избежание появления ржавчины.
6. Работа компьютера машины для заточки ножей
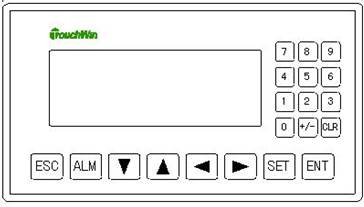
Данное оборудование использует систему управления LM3104 PLC, а также текстовый экран OP320A. PLC имеет функцию поддержки при перебоях в питании, использующую специальную технология хранения данных. Однако при длительном отключении питания возможна частичная потеря введенных данных. OP320A включает в себя ЖК-дисплей, 20, покрытых пленкой, кнопок. Надежность и долгий срок службы. Все 20 кнопок имеют базовые функции, но также могут выполнять специальные функции.
Изображение передней панели программируемого текстового экрана OP320A
|
Кнопка |
Базовая функция |
|
[ESC] |
Ннажатие этой кнопки вернет к отображению рабочей системы |
|
[ALM] |
Нажмите для включения отображения сигнала на экране |
|
[▼] |
Движение точильного камня вниз |
|
[▲] |
Движение точильного камня вверх |
|
[◄] |
Переключение автоматической/ручной заточки |
|
[►] |
Переключение грубой/тонкой заточки |
|
[SET] |
Выбор изменяемого параметра, выбранный параметр выделяется инверсивным цветом |
|
[ENT] |
Подтверждение введенных данных |
|
[CLR] |
Сброс введенных данных |
|
0-9 |
Числовая клавиатура |
Главные технические параметры:
1) Питание PLC: 24В (постоянный ток)
2) Питание текстового экрана: 24В (постоянный ток)
3) Питание шагового двигателя: 60-100В (переменный ток)
Управление
1.Изображение стартовой страницы
При включении питания на экране отображается информация о заводе, переход к автоматическому режиму управления с помощью кнопки [▼], переход к отображению меню на английском/китайсокм с помощью кнопки [◄].
2.Контрольная страница
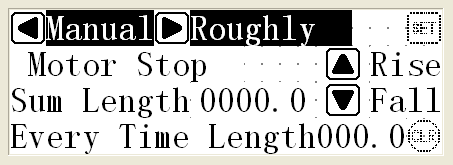
Нажатие кнопки [◄] переведет машину для заточки ножей в режим автоматического (Auto) или ручного (Manual) управления.
Нажатие кнопки [►] переведет машину для заточки ножей в режим точной (Precisely) или грубой (Roughly) заточки.
При нажатии и удержании кнопки [▼] шлифовальная головка опускается.
При нажатии и ужеоэании кнопки [▲] шлифовальная головка поднимается
Во второй линии отображается подъем и опускание шлифовальной головки. Если движение не происходит, отображается надпись Motor Stop.
Общее количество подачи (Sum Length) шлифовальной головки обозначает сумму движений головки.
Единичная подача (Every Time Length) шлифовальной головки обозначает каждое опускание и поднятие. В ручном режиме, нажмите кнопку [CLR], чтобы обнулить значение общего количества подачи. Если прервать автоматический режим нажатием кнопки [◄] в ручном режиме – общее количество подачи сбросится.
Нажмите кнопку [SET] для перехода на следующую страницу.
4.Отображение параметров.
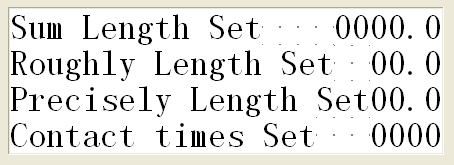
После нажатия кнопки [SET] значение параметра выделится инверсивным цветом. Для перехода к следующему параметру нажмите [SET] еще раз. После введения необходимого значения, нажмите [ENT] для сохранения.
Общее допустимое количество (Sum Length Set) подачи шлифовальной головки задает величину, на которую головка опустится в течении всего цикла заточки.
Подача шлифовальной головки при грубой заточке (Roughly Length Set) задает величину на которую опускается головка при каждом проходе грубой заточки.
Подача шлифовальной головки при точной заточке (Precisely Length Set) задает величину на которую опускается головка при проходе справа во время точной заточки.
Число проходов без опускания (Contact times Set) задает количество проходов головки по ножу после окончания точной заточки. При этом подача головки вниз не производится.
Нажмите кнопку [▼] для перехода на следующую страницу.
5.Отображение параметров.
После нажатия кнопки [SET] значение параметра выделится инверсивным цветом. Для перехода к следующему параметру нажмите [SET] еще раз. После введения необходимого значения, нажмите [ENT] для сохранения.
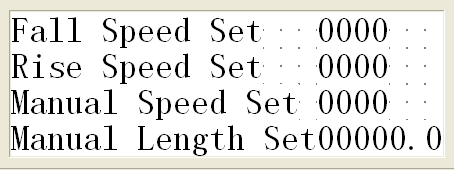
Скорость опускания (Fall Speed Set) головки, задает скорость подачи головки в автоматическом режиме.
Скорость опускания (Rise Speed Set) головки, задает скорость подъема головки в автоматическом режиме.
Скорость движения (Manual Speed Set) головки в ручном режиме, задает скорость подъема и опускания головки в ручном режиме.
Максимум ручного перемещения (Manual Length Set) задает максимальную величину перемещения головки в ручном режиме за один раз.
Нажмите кнопку [▼] для перехода на следующую страницу.
6.Отображение параметров.
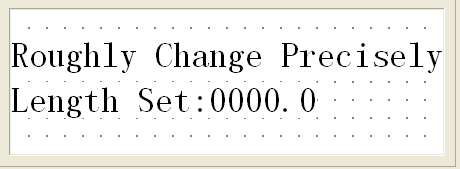
Общее количество грубой заточки (Roughly Change Precisely Length Set) задает величину опускания головки, после которой грубая заточка смениться точной.
Нажатие кнопки [▼] вернет к контрольной странице.
7. Неисправности машины для заточки ножей и пути их устранения
Неисправность |
Возможная причина |
Путь устранения |
|
Оборудование не работает |
1.Нет подключения к сети 2.Поврежден переключатель QS 3.Сломана нулевая полоса N 4.Автовыключатель DZ47-1 сломан |
1.Проверить разъем сети 2.Проверить напряжение на нижнем конце переключателя QS 3.Проверить нулевую полосу N 4.Закрыть автовыключатель DZ47-1 |
|
Проблемы с ходом |
1.Повреждены кнопочные переключатели SB2 или SB3 2. Повреждены переключатели хода SQ1 или SQ2 3. Поврежден временной переключатель KT1 4. Поврежден электромеханизм М1 5. Поврежден редуктор 6. Повреждены реле J1 или J2 7. Ремень хода или слишком длинный, или порван 8. Повреждены реле KM1 и КМ2 9. Поврежден переключатель SA1 |
1.Заменить кнопочные переключатели SB2 или SB3 2 Заменить переключатели хода SQ1 или SQ2 3. Заменить временной переключатель KT1 4. Заменить или починить электромеханизм М1 5. Починить редуктор 6. Заменить реле J1 или J2 7. Заменить ремень хода 8. Заменить реле КМ1 или КМ2 9. Заменить переключатель SA1 |
|
Электромеханизм точильного стола не работает или есть вибрация |
1.Поврежден контактор КМ5 2.Поврежден электромеханизм М2 или сломан входящий разьем 3.Слишком широкий осевой зазор в электромеханизме М2 |
1.Заменить контактор КМ5 2.Заменить или починить электромеханизм М2 3.Затянуть болты на передней стороне электромеханизма М2, чтобы осевой зазор был приемлемым |
|
Насос не работает или вода сочится из-под крышки насоса |
1.Поврежден насос или выпал затвор 2.Уровень воды низок 3.Трубка забита 4.Проверьте, не поврежден ли хомут затвора на насосе |
1.Проверьте насос или установите затвор 2.Добавьте охлаждающего вещества 3.Удалите посторонний предмет, забивающий трубку 4.Замените хомут |
|
На лезвии появились затемнения или трещины |
1.Слишком твердое шлифовальное колесо, неприемлемая грубость зерна 2.Слишком жесткое колесо, недостаток охлаждающей жидкости 3.Скорость заточки слишком велика 4.Осевой зазор электромеханизма М2 слишком широк, подъемный винт и муфта в основном узле разболтаны |
1.Точильное колесо должно соответствовать затачиваемому материалу. Выбирайте колесо соответствующей жесткости, с соответствующей грубостью зерна и изготовленное из соответствующего точащего материалаъ 2.Зачините край точильного колеса при помощи стального пера, добавьте охлаждающей жидкости 3.Соответственно уменьшите скорость заточки 4.Затяните осевую муфту на основной оси (см.прилагаемый рисунок подъемного винта) при помощи гайки, создав нормальный зазор, откалибруйте подъемный винт, затяните гайку, проверьте винт, регулируйте зазор с помощью гайки (см прилагаемый рисунок). |
|
Магнитная плита не примагничивает |
1.Возможно, сломался переключатель DZ47-3 2.Поврежден трансформер BKC 3.Поврежден калибратор выпрямления тока |
1.Отключите переключатель DZ47-3 2.Убедитесь, что на выходе в трансформере ВК наличествует напряжение 110-130 V 3.Замените калибратор выпрямления тока |
|
Магнитная плита не работает |
1.Поврежден КМ6 2.Повреждена кнопка SB5 3.Временное реле КТ2 повреждено либо установлено слишком много или слишком мало времени. |
1.Замените КМ6 2.Замените кнопку SB5 3.Отрегулируйте время или поменяйте его |
Список имеющихся подшипников и запасных частей
|
№ |
Название узла |
Модель |
Название запчасти |
Количество |
|
1 |
Подъемный червяк |
51104 |
Толкающий шарикоподшипник |
1 |
|
2 |
Подъемный червяк |
51105 |
Толкающий шарикоподшипник |
1 |
|
3 |
Подъемный хвостовик |
51104 |
Толкающий шарикоподшипник |
2 |
|
4 |
Редукционный шкаф |
30206 |
Конический шарикоподшипник |
1 |
|
5 |
Редукционный шкаф |
30204 |
Конический шарикоподшипник |
3 |
|
6 |
Редукционный шкаф |
6206 |
Шарикоподшипник |
1 |
|
7 |
Редукционный шкаф |
670-680 |
Обыкновенная V-скоба |
2 |
|
8 |
Редукционный шкаф |
30-45-10 |
Изолятор масла |
1 |
|
9 |
Редукционный шкаф |
20-30-10 |
Изолятор масла |
1 |
|
10 |
Редукционный шкаф |
Ф63х3.1 |
Воротник изоляции |
1 |
|
11 |
Сливная труба |
G1/2 2M |
Мягкая труба G1/2 |
1 |
|
12 |
Трубка создания напора |
Ф32 1М |
Пластмассовые меха |
1
|
9 Выбор лезвий
|
Название |
Материал |
Тип заточки |
Точильный материал |
Размер зерна, № |
Твердость |
Толщина |
Клеящее вещество |
|
Лезвие бумагорезки |
Твердая легированная сталь |
Заточка грубая |
TL (GC) |
30-60 80-180 |
H-K (R2-ZR1) J-L (R3-ZR2) |
Широкая |
|
|
Заточка тонкая |
TL (GC) |
46-80 |
J-L (R3-ZR2) |
|
|
||
|
JR |
46-80 |
|
|
|
|||
|
Высокоскоростная сталь |
Просто заточка |
GB (WA) GG (PA) |
36-80 |
J-L (R3-ZR2) |
|
|