Инструкция на оборудование Автоматическая линия для производства крышек твердого переплета AFM-450A/540A
АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА
КРЫШЕК ТВЕРДОГО ПЕРЕПЛЕТА AFM-450A/540A

РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ
СОДЕРЖАНИЕ
ОБЩИЕ СВЕДЕНИЯ
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
ПЛАН РАЗМЕЩЕНИЯ ОБОРУДОВАНИЯ
РАСШИФРОВКА СИМВОЛОВ НА ПАНЕЛИ УПРАВЛЕНИЯ
ОПИСАНИЕ ОСНОВНЫХ УЗЛОВ ОБОРУДОВАНИЯ
СЕКЦИИ ПОДАЧИ И НАНЕСЕНИЯ КЛЕЯ
ОСНОВНЫЕ ДЕТАЛИ
ПОРЯДОК РАБОТЫ
ОСТАНОВКА МАШИНЫ
ВАЖНЫЕ ЗАМЕЧАНИЯ
СПОСОБЫ УСТРАНЕНИЯ НЕИСПРАВНОСТЕЙ
ПАНЕЛЬ УПРАВЛЕНИЯ
ЭЛЕКТРИЧЕСКИЕ СХЕМЫ
СЕКЦИЯ ЗАГИБКИ
ОСНОВНЫЕ ЧАСТИ
ПОРЯДОК РАБОТЫ
СПОСОБЫ УСТРАНЕНИЯ НЕИСПРАВНОСТЕЙ
ПАНЕЛЬ УПРАВЛЕНИЯ
ЭЛЕКТРИЧЕСКИЕ СХЕМЫ
ТРЕБОВАНИЯ ПО УСТАНОВКЕ, ПОДКЛЮЧЕНИЮ И ОБСЛУЖИВАНИЮ
ОБЩИЕ СВЕДЕНИЯ ОБ АВТОМАТИЧЕСКОЙ ЛИНИИ ДЛЯ ПРОИЗВОДСТВА КРЫШЕК ТВЕРДОГО ПЕРЕПЛЕТА
Автоматическая линия для производства крышек твердого переплета состоит из секции подачи, секции нанесения клея, устройства позиционирования и секции четырехсторонней загибки. Секция подачи листов оснащена пневмосистемой и функцией выравнивания листов. Продуманная конструкция секции нанесение клея обеспечивает равномерное распределение клея по поверхности листа. Система пневмоприсоса, которой оснащен транспортер, и чувствительный фотоэлектрический датчик обеспечивают точное и надежное позиционирование заготовок. В секции четырехсторонней загибки происходит окончательное формирование переплетных крышек, которые в дальнейшем попадают на регулируемый по высоте приемный стол.
Машина незаменима в производстве книг, настольных и настенных календарей, прочей полиграфической продукции и обеспечивает непревзойденное качество продукции и высокую эффективность производства.
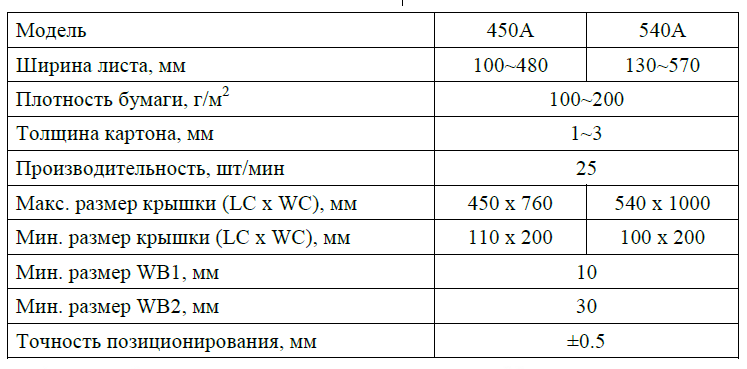
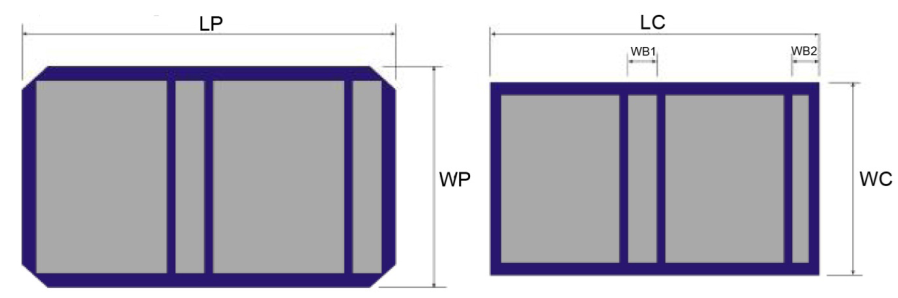
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ АВТОМАТИЧЕСКОЙ ЛИНИИ ДЛЯ ПРОИЗВОДСТВА КРЫШЕК ТВЕРДОГО ПЕРЕПЛЕТА
ПЛАН РАЗМЕЩЕНИЯ ОБОРУДОВАНИЯ АВТОМАТИЧЕСКОЙ ЛИНИИ ДЛЯ ПРОИЗВОДСТВА КРЫШЕК ТВЕРДОГО ПЕРЕПЛЕТА
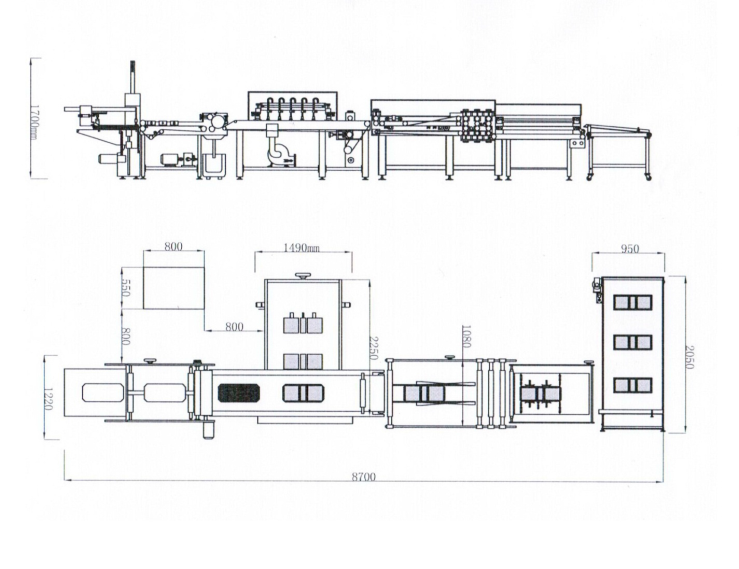
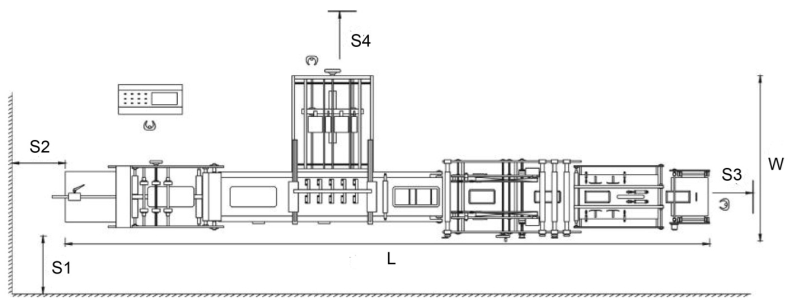
S1 ≥ 1500 мм S2 ≥ 1500 мм S3 ≥ 2500 мм S4 ≥ 2000 мм
W = 2200 мм L = 8700 мм
Для обслуживания машины требуется 2-3 оператора, рабочие места которых обозначены на схеме.
РАСШИФРОВКА СИМВОЛОВ НА ПАНЕЛИ УПРАВЛЕНИЯ АВТОМАТИЧЕСКОЙ ЛИНИИ ДЛЯ ПРОИЗВОДСТВА КРЫШЕК ТВЕРДОГО ПЕРЕПЛЕТА
ОПИСАНИЕ ОСНОВНЫХ УЗЛОВ ОБОРУДОВАНИЯ АВТОМАТИЧЕСКОЙ ЛИНИИ ДЛЯ ПРОИЗВОДСТВА КРЫШЕК ТВЕРДОГО ПЕРЕПЛЕТА
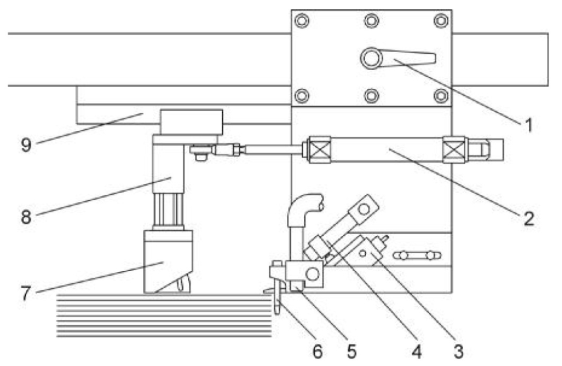
1. Регулировочная ручка
2. Передний цилиндр
3. Корректировочный переключатель
4. Прижимной цилиндр
5. Раздув
6. Упор-ограничитель
7. Всасывающее сопло
8. Нижний прижимной цилиндр
9. Направляющая
Для облегчения разделения листов и предотвращения их слипания при подаче необходимо включить раздув (5). Мощность раздува выбирается исходя из размера листа и плотности бумаги.
Установите значение разрежения вакуумного присоса в районе 0.5 КПа. Точное значение выбирается исходя из особенностей материала.
Установите положение подающей головки в соответствии с размером листа при помощи регулировочной ручки (1).
Корректировочный переключатель должен быть выключен при отсутствии материала и включен при его наличии. Убедитесь, что переключатель выключен, когда платформа находится в самом верхнем положении. Если это не так, отрегулируйте винт, находящийся позади корректировочного переключателя.
Упор-ограничитель поднимается вверх во время присасывания бумаги, а затем опускается вниз и прижимает стопу. Если этого не происходит, платформа автоматически поднимается вверх чтобы обеспечить прижим.
Между упором-ограничителем и стопой необходимо обеспечить зазор 1-3 мм.
Перед тем, как положить стопу на платформу, необходимо выровнять ее края и снять статический заряд.
2. Подающая платформа
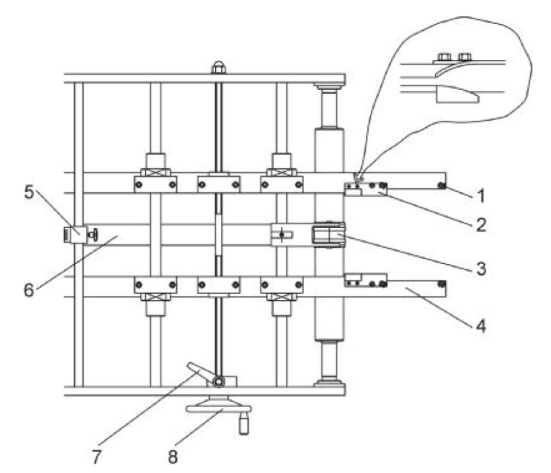
1. Упор-ограничитель
2. Направляющие
3. Подающее колесо
4. Лоток
5. Фотоэлектрический датчик
6. Транспортерная лента
7. Фиксатор
8. Штурвал
Ширину лотка (4) необходимо отрегулировать в соответствии с размерами листа при помощи штурвала (8). Перед регулировкой ослабьте фиксатор (7), а после регулировки затяните его, чтобы настройки не сбились в процессе работы.
3. Секция нанесения клея
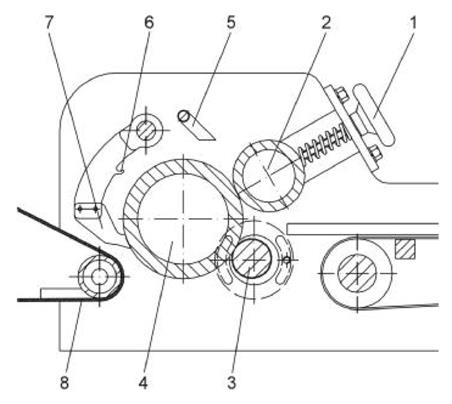
1. Штурвал
2. Регулировочный резиновый вал
3. Червячный вал
4. Клеенаносящий вал
5. Клеевая форсунка
6. Пружинная шайба
7. Отделитель листов
8. Транспортер
Отделитель листов (7) должен плотно прилегать к клеенаносящему валу (4). Его необходимо периодически очищать от клея и затачивать. Пружинная шайба (6) служит для того, чтобы отделитель листов не оставлял следов на листах после нанесения на них клея.
Толщина клеевого слоя регулируется при помощи штурвалов (1) с левой и правой стороны.
Зазор между червячным и клеенаносящим валами регулируется при помощи эксцентрика. Чем плотнее бумага, тем больше должен быть зазор.