Инструкция на оборудование Тигельный пресс для высечки ZHHJ-1040
Тигельный пресс для высечки
ZHHJ-1040

Инструкция по эксплуатации
Содержание
2. Основные технические характеристики
3. Конструкция и принцип работы:
7. Главная панель и электрическое управление
7.5. Остановка тигельного пресса для высечки
8. Принципиальная электрическая схема и список электрических компонентов.
8.1. Принципиальная электрическая схема
8.2. Список электрических компонентов
1. Предназначение тигельного пресса для высечки
Эта тигельный пресс для высечки была специально разработана для вырубных работ с различными видами картона, кож, пластика и т.д. Главным образом тигельный пресс для высечки используют для операций биговки и высечки картонных изделий, также для создания неглубоких объемных выпуклостей (холодное конгревное тиснение)
2. Основные технические характеристики тигельного пресса для высечки
|
Внутренний размер заключной рамки, мм |
1080 х 760 |
|
Максимальное давление пресса, тонн |
120 |
|
Производительность, лист/мин |
24 |
|
Макс. длина высекальных линеек, м |
30 |
|
Габариты (Длина х Ширина х Высота), мм |
2220×1420×1545 |
|
Мощность электродвигателя, кВт |
4 |
|
Чистый вес, кг |
4800 |
3. Конструкция и принцип работы тигельного пресса для высечки
Тигельный пресс для высечки состоит из станины, подвижной части, электромагнитной муфты, зубчатого передаточного механизма, системы тормоза и электрической системы управления и т.д. Для деталей см. Рис. 1.
Принцип передачи движения: электромагнитный двигатель приводит в движение маховик 3 посредством ременной передачи, который в свою очередь передает вращение на главный вал. При срабатывании электромагнитной муфты 2, маленькие зубчатые колеса на главном валу начинают вращать большие шестерни 5, они в свою очередь приводят в движение эксцентрично закрепленные на них шатуны 4, которые двигают подвижную плиту 11 и обеспечивают рабочее движение тигельному прессу для высечки.
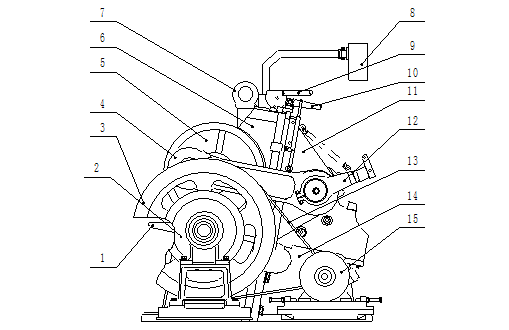 |
Рис. 1. Конструкция тигельного пресса для высечки
1. . Устройство для ручного развода плит 2. Электромагнитная муфта; 3. Маховик 4. Шатун; 5. Большие шестерни; 6. Задняя часть станины; 7. Рым; 8. Панель управления; 9. Устройства для безопасности работы 10. Зажимное приспособление; 11. Подвижная часть; 12. Балка сброса давления; 13. Ремни; 14. Передняя часть станины; 15. Электродвигатель.
4. Установка и настройка тигельного пресса для высечки
4.1. Установка
Подготовьте фундамент согласно рис. 2. Установите тигельный пресс для высечки, руководствуясь планом установки. Аккуратно установите тигельный пресс для высечки на фундамент и проверьте горизонтальность установки уровнемером, выровняйте основу всей тигельного пресса для высечки. Избегайте слишком сильного затягивания болтов под маховиком, следите чтобы не возникли деформации главного вала. Чтобы проверить, не произошел ли изгиб вала, первым делом поместите уровнемер в верхнюю часть главного вала. 5. Затем замерьте показания на двух больших маховиках - оно должно быть в пределах 0.20 мм/м от предыдущего. После того, как все показания удовлетворяют требованиям зафиксируйте тигельный пресс для высечки анкерными болтами и произведите заливку цементом. После высыхания цемента затяните еще раз болты. Удалите консервационную смазку, наденьте ремни и кожухи безопасности на большие колеса. Подсоедините питание.
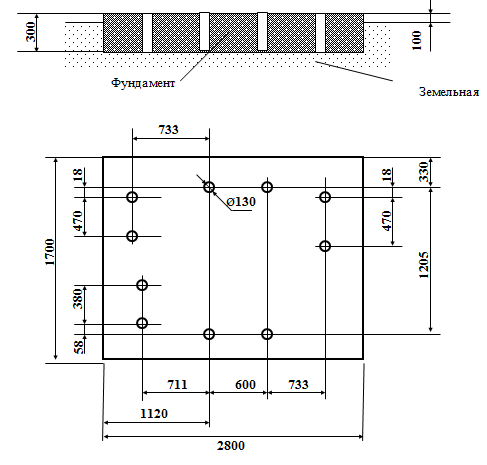
Рис.2
4.2. Запуск
Перед началом запуска тигельного пресса для высечки, произведите смазку согласно требованиям, изложенным в пункте 5. Убедитесь, что рабочая область тигельного пресса для высечки свободна от посторонних предметов. Проверьте, находятся ли все подвижные компоненты в нормальном рабочем состоянии. Удалите устройство ручного проворота с тигельного пресса для высечки. Включите питание, нажмите кнопку "Старт". Когда вращение двигателя стало стабильным, нажмите кнопку "Операция", чтобы заставить тигельный пресс для высечки работать. Нажмите кнопку "Авар. стоп", чтобы проверить, может ли тигельный пресс для высечки быть остановлена немедленно, и проверьте, надежно ли срабатывают устройства безопасности (планка, педаль) После одного часа работы тигельного пресса для высечки проверьте, не происходит ли перегрев и не замечается ли необычных шумов при работе.
4.3. Подготовка к настройке
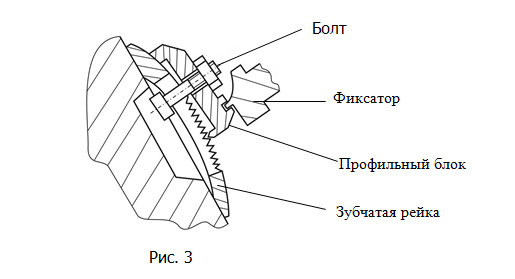
После того, как вы удостоверились, что тигельный пресс для высечки работает исправно в холостом режиме, остановите тигельный пресс для высечки, когда подвижная плита будет в закрытом положении. Сдвиньте вниз балку сброса давления 12 (фиксатор должен выйти из зацепления с профильным блоком). Затем запустите тигельный пресс для высечки и остановите ее в открытом положении, установите штанц-форму с высекально-биговальными лезвиями в зажимное приспособление. Положите лист картона на подвижную плиту и запустите тигельный пресс для высечки. Когда плита пойдет вниз, поставьте поперечную балку сброса давления в первоначальное положение (фиксатор должен попасть в углубление на профильном блоке). После этого тигельный пресс для высечки должна сделать один удар, после чего остановите ее. Внимательно осмотрите пробный лист, если на нем не осталось засечек, отпустите болт, как показано на рис. 3, и выберите нужное положение профильного блока по отношению к зубчатой рейке. Этим Вы выберите нужное давление и дистанцию между плитами. При перемещении профильного блока вниз дистанция между плитами увеличивается (соответственно, уменьшая при этом давление), при перемещении вверх расстояние будет уменьшаться. При смещении на один зуб дистанция будет изменяться в пределах 0,03-0,15 мм, в зависимости от текущего положения эксцентрика.
4.4. Настройка давления
В том случае если следы от высечки располагаются неравномерно по поверхности листа, нужно подложить кусочки плотной бумаги, там где это необходимо, на лицевой части ответной плиты, либо выклеить эти места скотчем. Если наблюдается очевидный скос влево (вправо) или вверх (вниз) воспользуйтесь настойками, описанными ниже.
4.4.1. Если наблюдается очевидное отклонение верха или низа плиты, отпустите болт пластины, находящейся в нижней части основания подвижной плиты (см. рис. 5). При увеличении толщины распорной прокладки под верхним сухарем, давление в верхней части рабочей плиты будет уменьшаться.
Внимание! Зазор между сухарями должен оставаться неизменным, т.е. сколько было подложено под верхний «сухарь», столько же должно быть вынуто из-под нижнего сухаря.
4.4.2. Если наблюдается очевидный скос влево или вправо, отпустите фиксирующие винты пластины настройки давления (см. рис 4) и пластины с зубчатым профилем, затем с помощью ключа с зубчатым венцом проверните эксцентриковую зубчатую втулку на необходимое количество зубьев. Этим Вы изменяете дистанцию и давление по левому или правому краю подвижной плиты. При повороте втулки на один зуб точка центра крепления шатуна к подвижной плите смещается приблизительно на 0,14 мм.
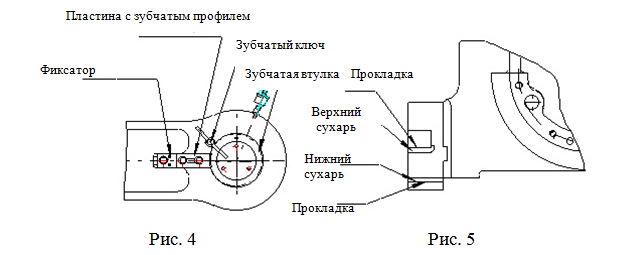
Внимание: Избегайте производить настройку только одного бокового эксцентрика во избежание перекосов плиты и заклинивания тигельного пресса для высечки. Регулировать боковые эксцентрики нужно только в случае явных скосов, либо, если тигельный пресс для высечки работала уже долгое время и прорубка картона осуществляется неудовлетворительно. В остальных случаях регулировку нужно осуществлять равномерно по обеим сторонам.
4.5. Замечания
4.5.1. Если установлена штанц-форма, имеющая слишком большую концентрацию (либо длину) ножей, или если используется неподходящий материал, то тигельный пресс для высечки может заклинить. Первым делом, Вы должны нажать кнопку «Авар. стоп», выключив этим питание. Затем выведите из зацепления фиксатор и передвиньте вниз балку сброса давления. При помощи специальной рукоятки попытайтесь вручную провернуть главный вал. Этим Вы увеличите расстояние между плитами и сможете высвободить подвижную часть из заклинивания. После высвобождения включите питание, перенастройте тигельный пресс для высечки. После этого вы снова можете работать.
4.5.2. Избегайте попадания смазки в муфту сцепления и на тормозные накладки, во избежание проскальзывания. Оптимальное значение: 0.8 - 1.5 мм.
4.5.3. Перед тем, как выключить мощность, оставляйте плиты в раскрытом положении. Если тигельный пресс для высечки не используется долгое время или предназначается для транспортировки, сведите плиты и крепко их зафиксируйте при помощи блокировочного устройства.
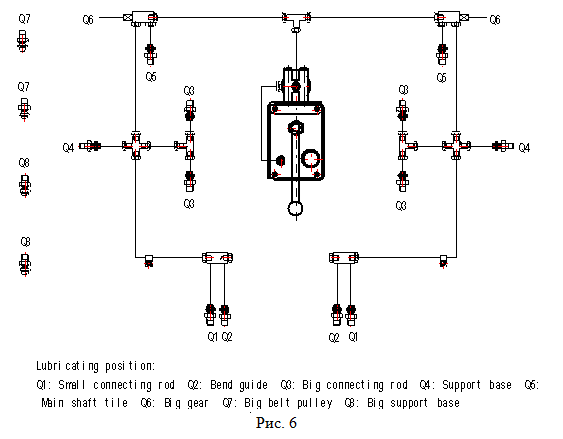
5. Смазка тигельного пресса для высечки
На рис. 6 показаны смазочные места. Позиции Q7-Q9 смазывают густой смазкой (типа солидола) один-два раза в месяц. Позиции Q1-Q6 смазывают машинным маслом 80w90 летом, и 10w40 зимой, следите за попаданием смазки в нужные места, смазывайте должным образом 8-10 раз каждое место. Особенно внимательно следите за смазкой втулок шатунов и больших зубчатых колес. Вы должны ежедневно обеспечивать хорошие условия смазки.
6. Подшипники тигельного пресса для высечки
|
Тип
|
Наименование |
Размер |
Кол-во |
Позиция |
|
6012 |
Самоцентрирующийся подшипник |
60х95х18 |
2 |
Правый конец главного вала |
|
112 |
Самоцентрирующийся подшипник |
70х125х24 |
4 |
Ременная передача |
|
6534914 |
Игольчатый подшипник |
80х110х54 |
2 |
Середина главного вала |
|
6211 |
Двухрядный самоустанавливающийся шариковый подшипник |
50х90х23 |
1 |
Левый конец главного вала |
7. Главная панель и электрическое управление тигельного пресса для высечки
7.1. Электрическое питание
Напряжение тигельного пресса для высечки – 380В, если у Вас местное напряжение 420В, то соедините провод V1 в электрическом шкафу с концом провода 420В трансформатора ТС. После включения питания должна загореться лампа на панели управления (см. рис.7).
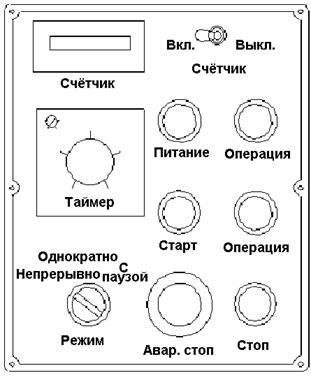
Рис.7
7.2. Запуск двигателя
Нажмите кнопку “Старт” (см. рис 7.) и двигатель начнет работать. После запуска убедитесь, что направление вращения совпадает со стрелкой, указанной на кожухе маховика. Если направление не совпадает, поменяйте контакты электропитания.
7.3. Выбор режима работы
Переключатель выбора режима работы имеет два положения:
1. “Непрерывный” – в этом режиме после нажатия кнопки начала работы тигельный пресс для высечки начинает работать в непрерывном режиме.
2. “С паузой” – при работе в этом режиме тигельный пресс для высечки имеет паузу в работе, в момент раскрытия подвижной плиты. Время паузы выставляется с помощью таймера.
7.4. Начало работы
Нажмите кнопку (2) «Операция» и тигельный пресс для высечки начнет работу. В процессе выполнения этой операции должна гореть лампа (6) «Операция».
7.5. Остановка тигельного пресса для высечки
Для останова тигельного пресса для высечки нажмите кнопку (8) “Стоп”, также движение будет остановлено при срабатывании устройства безопасности, или при нажатии на педаль выключателя.
Когда работа должна быть немедленно прервана из-за экстренного случая, Вы должны нажать кнопку экстренного останова (7) “Авар. стоп”, для остановки двигателя. Если необходимо перезапустить тигельный пресс для высечки, Вы должны повернуть и высвободить кнопку “Авар. стоп”.
7.6. Счетчик
Когда необходим подсчет ударов, установите выключатель «Счётчик» в положение "Вкл.", и нажмите, "reset" (сброс) на счетчике, чтобы обнулить показания.
8. Принципиальная электрическая схема и список электрических компонентов тигельного пресса для высечки
8.1. Принципиальная электрическая схема
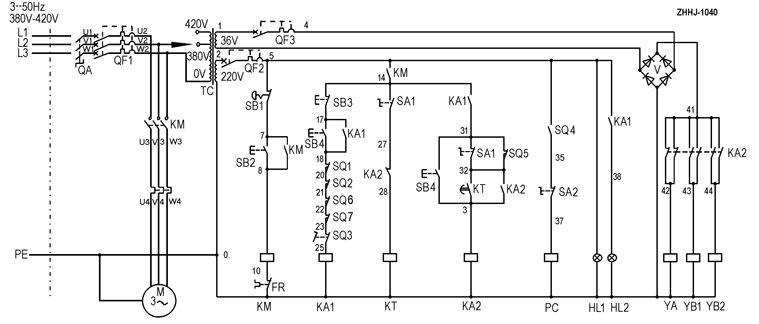
8.2. Список электрических компонентов
|
Код |
Наименование |
Обозначение |
Количество (шт.) |
|
M |
Двигатель |
Y132M1-6, 4KW |
1 |
|
QF1 |
Автоматический предохранитель |
C45AD/15A/3P |
1 |
|
QF2,QF3 |
Автоматический предохранитель |
C45N/5A/1P |
2 |
|
KM |
Пускатель |
3TB4117,220V |
1 |
|
KA1 |
Реле |
HH54P, 220V |
1 |
|
KA2 |
Реле |
3TH8253,220V |
1 |
|
KT |
Реле времени |
JSZ7T-2D4A |
1 |
|
HL1, HL2 |
Лампа индикации |
AD11B-22/20,220V |
2 |
|
PC |
Счетчик |
JY20S, 220V |
1 |
|
SB1 |
Кнопка |
LAY3-02ZS/1 |
1 |
|
SB2,SB4 |
Кнопка |
LAY3-20/2 |
2 |
|
SB3 |
Кнопка |
LAY3-02/1 |
1 |
|
SA1 |
Переключатель |
LAY3-11X/21 |
1 |
|
SA2 |
Переключатель |
LS3-2 |
1 |
|
SQ1,SQ2 SQ4,SQ5 |
Концевик |
LXK2-101 |
4 |
|
SQ3 |
Концевик |
LST2-11 |
1 |
|
SQ6 |
Ножная педаль |
X2N |
1 |
|
FR |
Тепловое реле |
3UA5000-1K |
1 |
|
TC |
Трансформатор |
JBK4-250 380V,420V/220V,36V |
1 |
|
V |
Диодный мост |
35A,1000V |
1 |
|
YB |
Катушка муфты (сцепление) |
|
2 |
|
YA |
Катушка муфты (тормоз) |
|
1 |