Инструкция на оборудование Машина для изготовления конвертов ZF-250
МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ КОНВЕРТОВ
ZF-250
РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ
СОДЕРЖАНИЕ
ПАНЕЛЬ УПРАВЛЕНИЯ И ПОРЯДОК РАБОТЫ
СПОСОБЫ УСТРАНЕНИЯ НЕИСПРАВНОСТЕЙ
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ МАШИНЫ ДЛЯ ИЗГОТОВЛЕНИЯ КОНВЕРТОВ
|
Плотность бумаги, г/м2 |
60-120 |
|
Производительность, шт/час |
5000-15000 |
|
Питание |
380В/50Гц |
|
Мощность основного двигателя, кВт |
1,5 |
|
Мощность воздушного насоса, кВт |
3 |
|
Габариты, мм |
1500х790х1300 |
|
Вес, кг |
1000 |
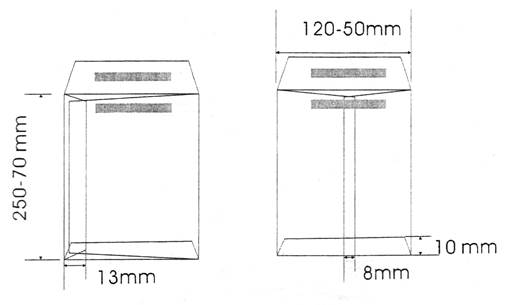
Размеры готового конверта:
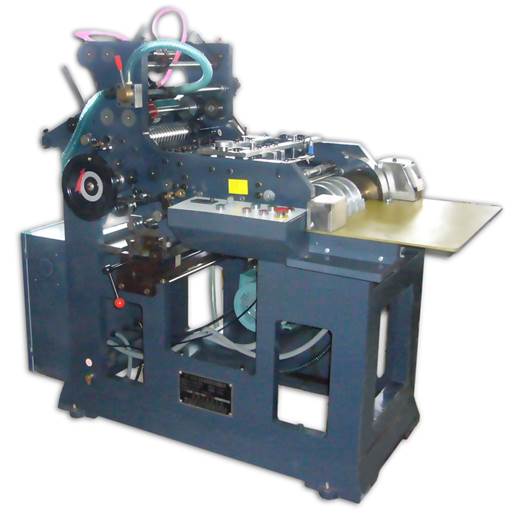
ОСНОВНЫЕ ЧАСТИ МАШИНЫ ДЛЯ ИЗГОТОВЛЕНИЯ КОНВЕРТОВ
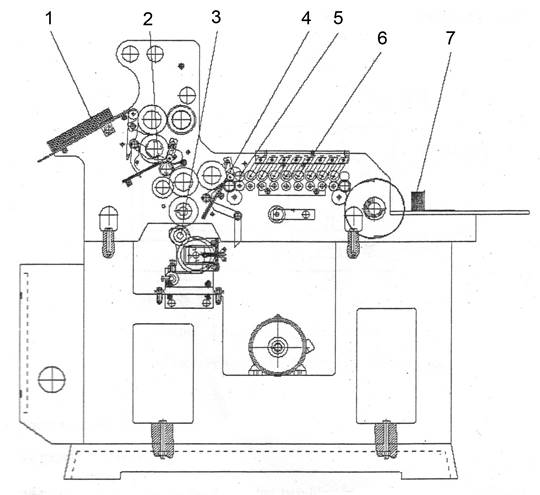
1. Стол подачи
2. Блок первичной фальцовки
3. Блок нанесения клея
4. Блок вторичной фальцовки
5. Блок продольной биговки
6. Блок продольной фальцовки
7. Приемный лоток
РЕГУЛИРОВКА И НАСТРОЙКА МАШИНЫ ДЛЯ ИЗГОТОВЛЕНИЯ КОНВЕРТОВ
Подготовка заготовок.
Заготовки должны высекаться в строгом соответствии с шаблоном и иметь заданные размеры.
Перед размещением стопки заготовок на столе подачи необходимо встряхнуть ее, чтобы избежать слипания листов.
Расположение заготовок на столе подачи.
Поместите стопку заготовок между упорами, следя за тем, чтобы они не прижимали и не сминали бумагу. Передний край заготовки должен выступать за пределы стола примерно на 35 мм, а расстояние между линией сгиба клапана конверта и внутренней стороной панели должно составлять примерно 80 мм.
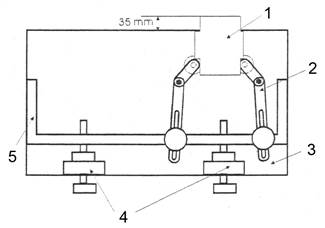
1. Заготовка
2. Упор
3. Стол подачи
4. Регулировочные винты
5. Рама
Регулировка механизма подачи заготовок.
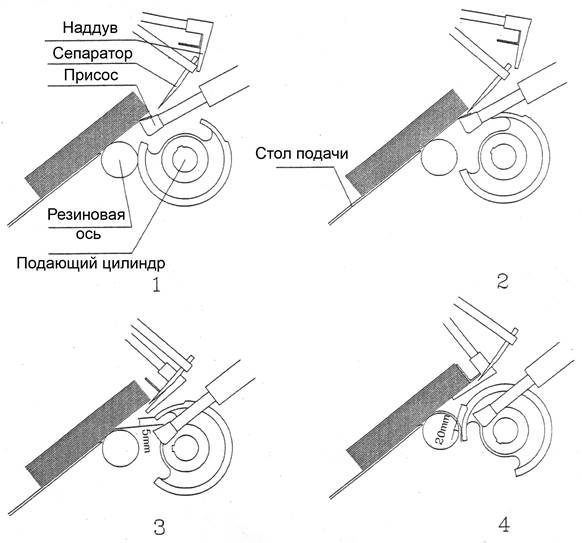
Основные части механизма подачи.
Механизм подачи заготовок состоит из пневматического присоса, сепаратора листов, двух диффузоров наддува, подающего цилиндра и резинового вала. Присос, сепаратор и диффузоры управляются соответствующими кулачками, порядок их регулировки следующий: присос, сепаратор, два диффузора.
Регулировка присоса.
При помощи маховика установите присос в верхнее положение и отрегулируйте следующим образом:
Присос должен располагаться посередине заготовки, под углом 30о к плоскости листа и на одном уровне со столом. Лист должен закрывать всасывающее отверстие во избежание утечки воздуха.
Регулировка сепаратора.
В процессе работы сепаратор должен отделять нижний лист от стопки, не касаясь при этом присасывающей головки. Для того чтобы отрегулировать его должным образом, установите присос в верхнее положение, ослабьте кулачок сепаратора и поверните его на 2-3 мм дальше крайнего верхнего положения, после чего зафиксируйте. Затем ослабьте зажим сепаратора и придвиньте его острие вплотную к верхнему краю всасывающего отверстия, после чего зафиксируйте в этом положении.
Регулировка диффузора наддува.
При помощи ручного маховика установите планку диффузоров в крайнее нижнее положение и отрегулируйте следующим образом:
Нижний край планки должен находиться на одном уровне с плоскостью стола подачи, а сами диффузоры должны располагаться напротив стопки листов. После того как диффузоры установлены должным образом, ослабьте кулачок диффузоров и поверните его в такое положение, чтобы диффузоры оказывались в крайнем нижнем положении непосредственно перед тем, как лист бумаги начнет отделяться от стопки.
Регулировка блока поперечной фальцовки.
Регулировка блока первичной фальцовки.
Блок первичной фальцовки состоит из трех валов разного диаметра, экрана, и механизма точной настройка экрана. Первый вал большого диаметра, оснащенный системой пневмоприсоса, принимает лист от подающего вала и направляет его к первому экрану. Задержанный экраном лист под действием вращения резинового вала попадает в промежуток между резиновым и рифленым валом, где и происходит первичная фальцовка.
Грубая настройка положения экрана осуществляется путем поворота оси экрана на неработающей машине для изготовления конвертов. Точная настройка осуществляется при помощи регулировочного винта во время работы машины для изготовления конвертов.
Регулировка транспортировочных валов.
После первичной фальцовки лист попадает на транспортировочный вал, оснащенный системой пневмоприсоса. Под ним находится клеевой вал, который служит для нанесения продольной и поперечной полоски клея на заготовку. Необходимо отрегулировать клеевой вал таким образом, чтобы клеенаносящие поверхности располагались напротив канавок транспортировочного вала и не пачкали его клеем.
Регулировка блока вторичной фальцовки.
Принцип работы блока вторичной фальцовки, куда поступает лист после нанесения клея, аналогичен принципу работы блока первичной фальцовки. Фальцовочные валы имеют канавки, которые должны совпадать в процессе транспортировки с клеевыми полосками, нанесенными на заготовку. Для предотвращения смятия первого фальца на выходе из блока вторичной фальцовки служат 8 прижимных пластин, которые необходимо отрегулировать так, чтобы они находились в крайнем нижнем положении в тот момент, когда передний край сгиба попадает между резиновым и рифленым валом блока вторичной фальцовки.
Регулировка положения всасывающих отверстий и канавок валов.
При помощи ручного маховика поверните транспортировочный вал в такое положение, чтобы всасывающие отверстия оказались напротив первого рифленого вала. После этого, ослабьте приводную шестерню транспортировочного вала и продолжайте подавать лист до тех пор, пока его передний край не закроет всасывающие отверстия. Затем, затяните приводную шестерню и заткните отверстия, которые выходят за пределы листа.
Канавки транспортировочного и второго фальцовочного вала должны совпадать с клеевыми полосками, нанесенными на заготовку конверта. Для регулировки валов ослабьте фиксирующие винты и поверните валы вокруг своей оси в нужное положение. Благодаря синхронизации приводных шестеренок валов, положение всасывающих отверстий при регулировке не изменится.
Регулировка блока нанесения клея.
Для удобства чистки и регулировки клеевой блок сделан съемным. Обратите внимание на то, что при извлечении клеевого блока, клеенаносящая панель должна находиться в верхнем положении, и ее следует оберегать от соприкосновения с приводными шестернями. Количество наносимого клея регулируется при помощи изменения величины зазора между двумя стальными валами. Чем больше зазор, тем больше клея будет наноситься на заготовку. Для прижима клеенаносящей пластины к валам служит специальная рукоятка.
Регулировка блока продольной фальцовки.
После вторичной фальцовки осуществляется биговка заготовки при помощи пары рилевочных колес, и далее она перемещается в блок продольной фальцовки. Блок состоит из верхней и нижней фальцовочных пластин и нескольких резиновых колес, прижим которых регулируется при помощи специальных винтов. Осевое положение фальцовочных пластин регулируется в соответствии с линией сгиба конверта.
Регулировка приемного лотка.
Для сбора готовой продукции используется диск с прорезями, поворачивая который вокруг своей оси необходимо добиться плавного движения конвертов.
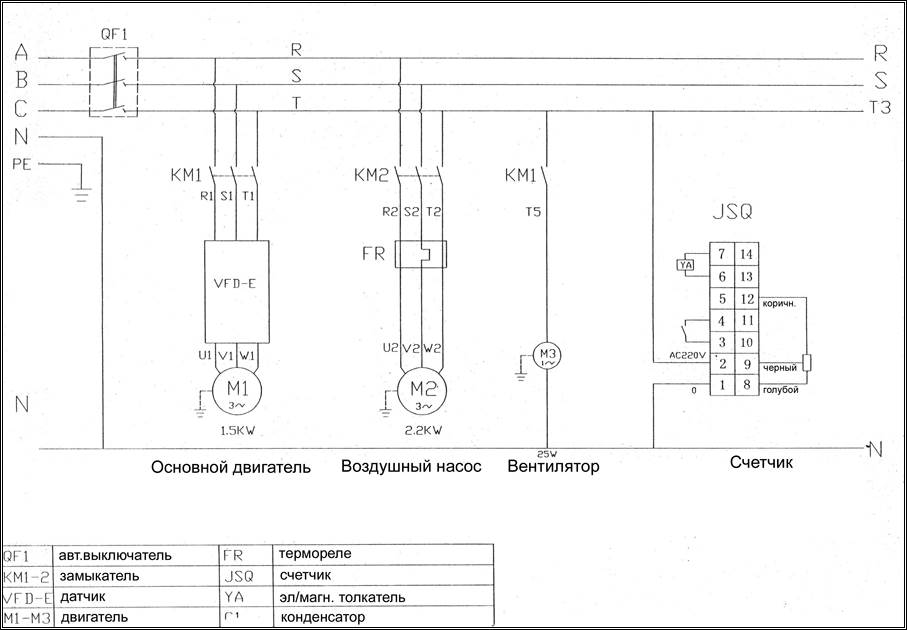
Регулировка счетчика и блока разделения.
Счетчик получает импульсы от фотоэлектрического датчика и по достижении заданного значения посылает сигнал на электромагнит, который сдвигает сформировавшуюся стопку конвертов на некоторое расстояние.
Для включения счетчика нажмите кнопку на его верхней панели. Нажмите кнопку «М» один раз – на дисплее отобразится заданное количество конвертов в блоке, для его изменения используйте кнопки «►» и «▲». Нажмите кнопку «М» дважды – на дисплее отобразится составное число. Нажмите кнопку «М» трижды – на дисплее отобразятся высокая частота и низкая частота. Нажмите кнопку «М» четыре раза – на дисплее отобразится время до обнуления. Нажмите кнопку «М» пять раз – дисплей вернется в исходное состояние. Нажмите кнопку «R» для обнуления составного числа. Для обнуления общего количества нажмите кнопку выключения.
ОБСЛУЖИВАНИЕ И УХОД МАШИНЫ ДЛЯ ИЗГОТОВЛЕНИЯ КОНВЕРТОВ
Установка.
Устанавливайте машина для изготовления конвертов на ровную горизонтальную поверхность.
Смазка.
Подшипники скольжения необходимо смазывать индустриальным маслом №50 один или два раза за смену.
Приводной механизм валов необходимо смазывать индустриальным маслом №30 один раз в неделю.
Очистка.
Содержите машину для изготовления конвертов в чистоте, в конце каждой смены очищайте ее от пыли и грязи.
При длительных перерывах в работе нанесите консервационный состав на металлические части машины для изготовления конвертов.
Следите за чистотой воздушной системы машины для изготовления конвертов, при уменьшении эффективности пневмоприсоса - продуйте ее сжатым воздухом.
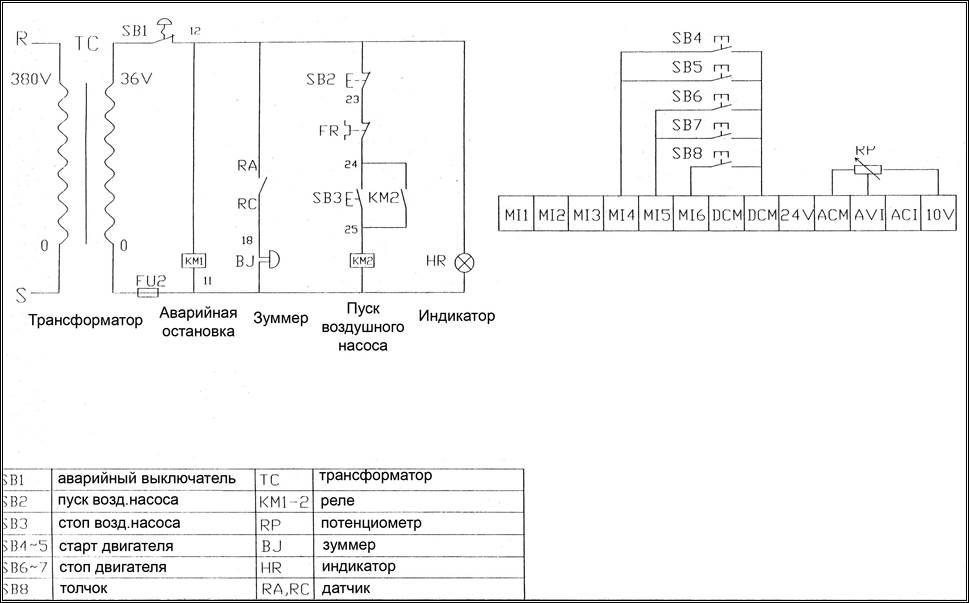
ПАНЕЛЬ УПРАВЛЕНИЯ И ПОРЯДОК РАБОТЫ МАШИНЫ ДЛЯ ИЗГОТОВЛЕНИЯ КОНВЕРТОВ
Пульт управления.

Порядок работы.
Перед началом работы проверьте исправность механизмов машины для изготовления конвертов и отсутствие заеданий в трансмиссии путем вращения ручного маховика.
Последовательность действий при запуске машины для изготовления конвертов следующая:
Включение питания
Включение компрессора
Регулировка скорости работы
Открытие воздушного клапана
Старт
При возникновении нештатной ситуации немедленно нажмите кнопку аварийной остановки.
СПОСОБЫ УСТРАНЕНИЯ НЕИСПРАВНОСТЕЙ МАШИНЫ ДЛЯ ИЗГОТОВЛЕНИЯ КОНВЕРТОВ
|
Неисправность |
Причина |
Способ устранения |
|
Подача сдвоенных листов |
Листы
бумаги слиплись или имеют разброс в размерах. Неправильно отрегулирован механизм подачи. |
Встряхните стопку бумаги, используйте качественную бумагу одного формата. Настройте механизм подачи листов. |
|
Во время транспортировки некоторые листы выпадают. |
Загрязнение воздушной системы. Неправильное положение всасывающих отверстий. В стопке присутствуют некачественные листы. |
Продуйте воздушную систему. Отрегулируйте положение всасывающих отверстий. Проверьте качество бумаги. |
|
Неровная клеевая полоса. |
Повреждена клеенаносящая пластина. |
Замените клеенаносящую пластину. |