При производстве пленки и листа применяют два различных метода переработки расплава полимера,
эструдируемого через экструзионную головку: поливной и раздувной.

Подробнее по экструдерам
Полимерные сырьевые материалы обычно поставляются изготовителем материала в гранулированном виде, но в некоторых процессах используют сырье в виде порошка. Несмотря на то что некоторые полимеры в дальнейшем используются для приготовления покрытий, адгезивов или добавок для других процессов, первым основным этапом переработки полимеров в пленки, листы, контейнеры и т. д. является преобразование гранул в экструдере из твердой в жидкую или расплавленную фазу.
При совместном воздействии высокого давления, трения и подводимой извне теплоты полимер плавится. Плавление осуществляется путем проталкивания гранул вдоль цилиндра экструдера с помощью специального, подобранного для данного полимера шнека, работающего в регулируемых условиях, гарантирующих получение перед выходом из экструдера гомогенного расплава (рис. 7.1).
В производстве пленок и листов расплав полимера продавливается через узкую щель или фильеру. В производстве жесткой упаковки (например, бутылок и крышек) расплав полимера формуют с помощью заранее точно изготовленной формы.
2. Упаковочные полимерные пленки и листы
В общем случае согласно определению пленки характеризуются толщиной менее 100 мкм. Такие пленки используют для обертывания продукта, для обертывания упаковочных единиц (индивидуальной упаковки, групповой упаковке, паллетизированных товарных единиц), для изготовления пакетиков-саше, сумок и пакетов
Их можно комбинировать с другими полимерами, получая ламинаты, из которых затем получают упаковку. Полимерные листы толщиной до 200 мкм применяют в производстве такой «полужесткой» упаковки, как различного типа емкости тубы и лотки.
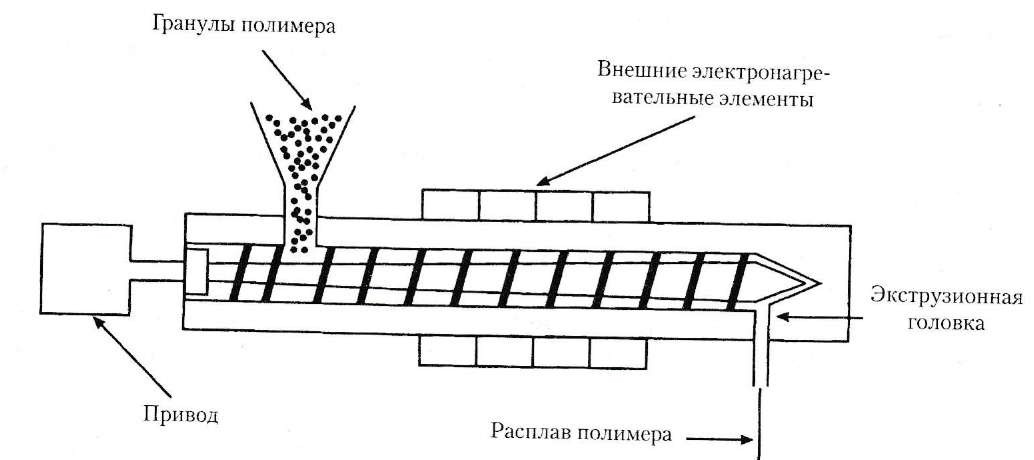
Рис. 7.1. Экструдер
Свойства полимерных пленок и листов зависят от используемого полимера(ов) и методов изготовления пленки, ее ламинирования или нанесения на нее покрытия. При производстве пленки и листа применяют два различных метода переработки расплава полимера, экструдируемого через экструзионную головку. В процессе получения поливных пленок расплав полимера экструдируют через прямую щелевую головку на охлаждаемый барабан, называемый охлаждающим валком (рис 7 2)
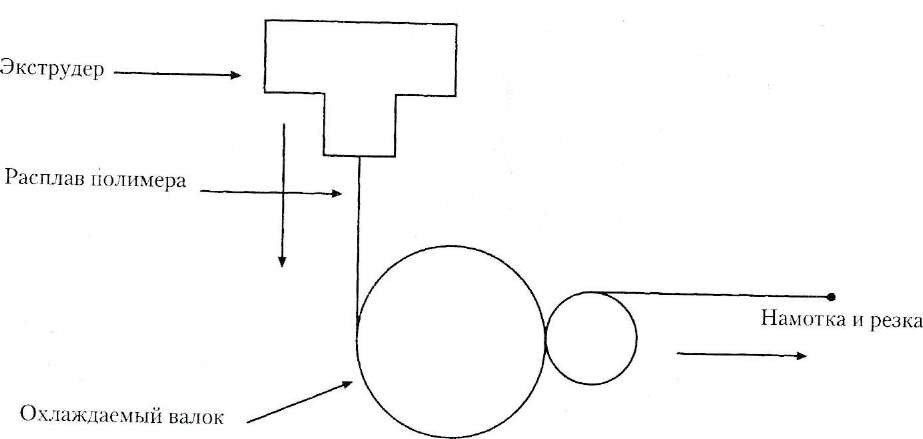
Рис. 7.2 Производство пленки поливом
В процессе получения пленки раздувным, или рукавным методом, расплав полимера непрерывно экструдирют через головку с плоской кольцевой щелью. Получаемый рукав не сплющивается благодаря поддержанию внутреннего давления воздуха (рис. 7.3).
И в том и в другом процессе расплав полимера быстро охлаждается и затвердевает, образуя пленку, которую сматывают в рулон и режут на размер.
Для увеличения прочности и улучшения барьерных свойств пленка может быть растянута, что позволяет сориентировать молекулы или в продольном (MD), или в поперечном (TD) направлениях.
В ходе процесса ориентации по Stenter-mexuonoiuu (на ширильной машине с одновременной двухосной ориентацией) поперечная вытяжка поливного плоского листа проводится с использованием зажимов (клуппов), захватывающих и растягивающих края пленки так, чтобы увеличивалась ширина листа. Растяжение в машинном направлении достигается с помощью нескольких групп прижимных роликов (тянущих валков), вращающихся с большой скоростью.
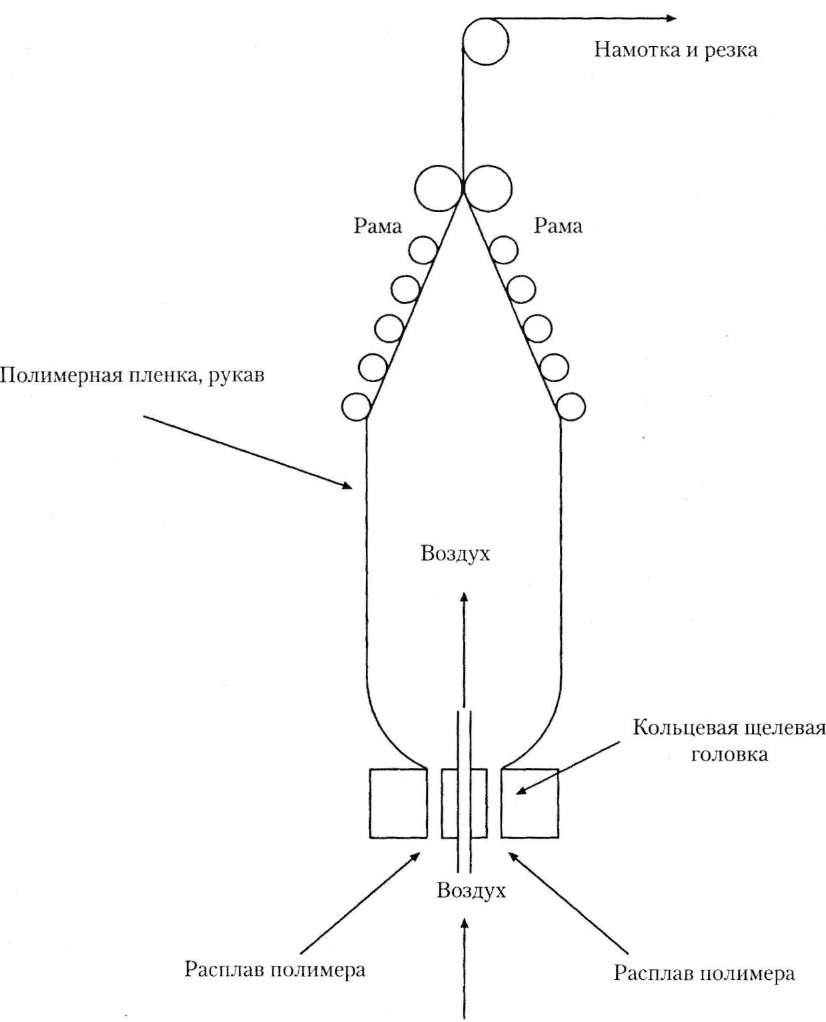
Рис. 7.3. Производство рукавной пленки
При раздувном методе получения пленки ориентация достигается путем увеличениядавления внутри рукава с получением рукава значительно большего диаметра (рис.7.4.).
Пленку, растянутую в одном направлении, называют одноосно ориентированной. Если пленка растягивается в обоих направлениях, то ее называют биаксиально (двухост) ориентированной. Более плотное размещение молекул повышает барьерные свойства по отношению к газу и водяному пару, а их ориентация повышает механическую прочность пленки.
Поливные пленки и листы без ориентации молекул используют в определенном диапазоне толщин; их можно термоформовать под воздействия теплоты, давления или вакуума, изготавливая таким образом днища пакетов и одноразовых контейнеров, туб, лотков или блистерных упаковок.
Поливные пленки также применяют для изготовления гибкой упаковки, поскольку они считаются более прочными; если попытаться разорвать их, то они будут растягиваться, поглощая энергию, даже в том случае, если предел их прочности при растяжении будет ниже, чем у аналогичной ориентированной пленки.
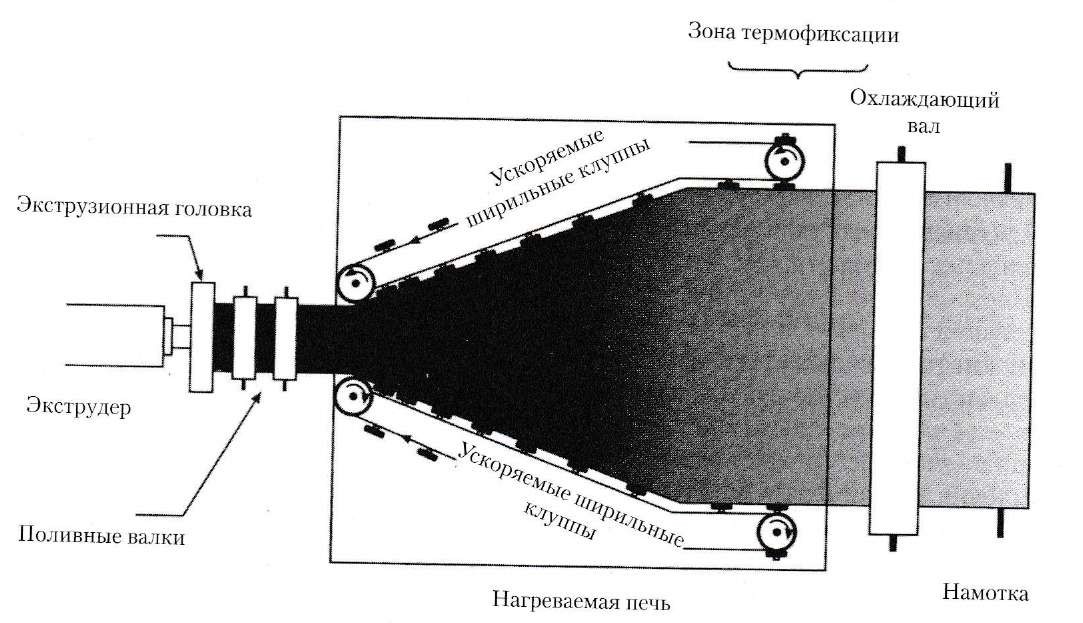
Рис. 7.4. Поперечная ориентация на ширильной машине и продольная ориентация за счет ускорения в продольном направлении
Для отжига или снятия напряжений в ориентированных пленках и снижения до минимума величины их усадки, которая может возникнуть в ходе нанесения печати или термосваривания, такие пленки доводят почти до температуры плавления. Отказ от отжига термофиксированных пленок приведет к тому, что у них будут очень нестабильные термические характеристики, что позволит им под воздействием тепла плотно облегать картонные коробки или бутылки.
Проколоть или разорвать ориентированную пленку довольно сложно, однако при наличии прокола или разрыва молекулярная структура такой пленки позволяет трещине и разрыву легко распространяться. Это свойство используют для облегчения раскрывания пакетиков-саше за счет механического надреза в области термосваривания.
Ориентированные пленки характеризуются только 60%-ным удлинением перед разрывом, тогда как поливной полипропилен, например, перед разрывом может удлиняться на 600%. Это свойство больше характерно для линейного полиэтилена низкой плотности (ЛПЭНП, LLDPE), применяемого для упаковочной стретч-пленки, поскольку неразветвленные полимерные цепи позволяют легко перемещаться молекулам полимера относительно друг друга. Путем введения в ходе технологического процесса специальных высокомолекулярных соединений можно получить пленку с эффектом межслойного слипания.
Большинство полимерных пленок прозрачны, и окрасить их красителями или путем добавления пигментов довольно трудно. Для получения непрозрачной пленки при ее изготовлении можно инициировать образование пустот. Такое «порообразование» приводит к внутреннему рассеянию света, что придает пленке белый цвет с перламутровым оттенком. В качестве аналогии такого рассеяния света можно привести процесс взбивания и смешивания яичного белка с сахаром для получения белкового крема, который на вид белый (из-за пузырьков воздуха во взбитом яичном белке). В некоторые полимерные пленки, например, в поливной ПЭ, можно добавить химическое вещество, выделяющее при нагревании газ (например, азот или СО,). Маленькие газовые пузырьки в полимере вызывают рассеяние света, придавая пленке перламутровый блеск.
Поскольку ориентированные пленки очень тонкие, существует возможность образования настолько больших пузырьков газа, что пленка может разорваться и поэтому вместо использования пузырьков газа к полимеру добавляют соединение или порошок, инициирующие в полимерном листе внутренние разрывы, как это бывает при напряжениях сдвига. Тем самым в пленке образуются пустоты с преломлением света во всем спектре. Падающий свет в результате различного коэффициента преломления у полимера и содержащегося в нем воздуха отражается внутрь пленки. При использовании такой технологии плотность пленки снижается, а площадь поверхности увеличивается, что может повысить рентабельность производства упаковки из таких материалов.
Разработан также способ окрашивания полимерных материалов в белый цвет с использованием соединений белого цвета — карбоната кальция или, чаще, диоксида титана. Введение этих неорганических наполнителей, однако, увеличивает плотность материала до 50%, снижает производительность и повышает риск снижения механической прочности пленки. Наблюдавшиеся ранее попытки окрашивания пленок пигментами давали абразивную поверхность, а в настоящее время технологический процесс должен обеспечивать образование на поверхности пленки слоя чистого полимера, действующего в качестве инкапсулирующей оболочки для получения гладкой глянцевой поверхности пленки. Окрашенный в белый цвет поливной листовой материал используется для термоформования емкостей и лотков для молочных продуктов.
Альтернативным способом достижения непрозрачности за счет отражения от поверхности пленки высокой доли падающего света является ее металлизация очень тонким слоем алюминия. У этого метода есть и дополнительное преимущество, а именно улучшение барьерных свойств.
Свойство прозрачности, в отличие от непрозрачности, зависит от типа полимера и способа получения пленки. Если пленку охлаждают медленно, то в ходе охлаждения могут образовываться крупные кристаллы, которые благодаря дифракции и рассеянию света на них придают пленке «мутный» внешний вид. Прозрачность повышается с уменьшением степени кристалличности полимера; кроме того, на нее влияют применяемые добавки. Если размер частицы добавки слишком велик или если (как в случае применения добавок для повышения скользящих свойств поверхности) они мигрируют к поверхности, то пленка становится более «мутной».
Поверхность пленки должна быть по возможности гладкой для улучшения ее печатных свойств. Шероховатая поверхность придает готовой печати на изделии матовый внешний вид, обычно считающийся менее привлекательным, чем глянцевая, зеркальная гладкость. Кроме того, шероховатость поверхности может привести к возникновению проблем с эксплуатацией фасовочно-упаковочной машины, поскольку она может затруднять прохождение пленки по деталям машины без образования в пленке статического электричества. Эту проблему решают путем введения в пленку добавок, допущенных к применению с пищевыми продуктами. Пленки могут прилипать «к себе» в рулоне, стопоря размотку. Для снижения прилипания в пленку вводят воски, в частности, карнаубский (карнубский) воск. Действие скользящей добавки, например, диоксида кремния, зависит от частиц диоксида кремния, мигрирующих к поверхности пленки, где они действуют как шарики подшипников, разделяющие поверхности пленок.
В маркетинговых целях желательно обеспечить «уникальное» визуальное воздействие выложенных на полки магазинов товаров. Для этого были разработаны пленки, матовые с одной стороны и глянцевые с другой, что достигается поливом пленки на охлаждающий барабан с матированной поверхностью, полученной пескоструйной обработкой.
При соэкструзии возможно объединение в одной головке потоков расплава полимера из отдельных экструдеров. Тем самым при заданной толщине пленки, если один и тот же полимер экструдируется двумя или более слоями и соединяется в головке с образованием единой пленки, достигается более высокая производительность. Технология соэкструзии очень быстро совершенствуется: для достижения определенных свойств и характеристик упаковочных материалов уже разработаны экструдеры, способные соэкструдировать до семи слоев различных полимеров.