/
5. Производство мягкой тары (пленочной упаковки) - общая теория
5. Производство мягкой тары (пленочной упаковки) - общая теория
Мягкая тара является одним из наиболее распространенных видов упаковки. Она широко используется для дозирования, транспортировки, хранения продуктов растительного и животного происхождения различной формы и агрегатного состояния: твердых, жидких, пастообразных, сыпучих и т. п.
Главными достоинствами мягкой тары являются незначительный вес и самая низкая стоимость, поэтому она преимущественно является разовой, предназначенной для однократного использования. Такая упаковка эстетична, имеет красочно оформленный привлекательный внешний вид, содержит большое количество информации, удобна и практична в повседневном использовании.
Мягкая тара подразделяется на потребительную и транспортную (рис. 5.1).
Рис. 5.1. Виды мягкой тары
- Мягкая потребительская тара
Наиболее распространенной мягкой потребительской тарой являются пакеты. Они различаются по конфигурации дна, форме корпуса, особенностям горловины. Обычно вместимость пакетов не превышает 3 дм3.
Пакеты изготавливают из бумаги, однослойных полимерных пленок и из многослойных композиционных материалов.
Самой простой формой отличаются пакеты типа «подушечка» (рис. 5.2). Их изготавливают из рукавной полимерной пленки путем нанесения двух поперечных швов и отрезания.
Пакеты с одним продольным и двумя поперечными швами могут быть плоскими либо с боковыми складками (рис. 5.3). Их получают из одного рулона плоского пленочного материала нанесением продольного шва с последующим выполнением поперечных швов и отделения пакета.
Плоские пакеты с тремя или четырьмя боковыми швами (рис. 5.4) получают, как правило, из двух рулонов плоских пленочных материалов. Для облегчения вскрытия пакетов в их конструкции предусматривают специальную нить или полоску. Негерметичные пакеты часто выполняют со специальной профильной застежкой.
Пакеты плоские со складкой у дна и с устойчивым дном (рис. 5.5) удобнее получать из одного рулона плоского пленочного материала.

Рис. 5.2. Пакеты типа «подушечка>>
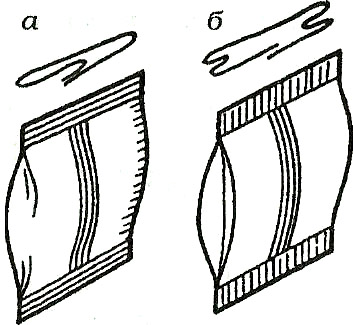
Рис. 5.3. Пакеты с одним продольным и двумя поперечными швами: а — плоский; б — с боковыми складками
Оболочечные пакеты (рис. 5.6) обычно изготавливают из рукавного термоусаживаемого материала. Их закрывают с торцов специальными проволочными зажимами.
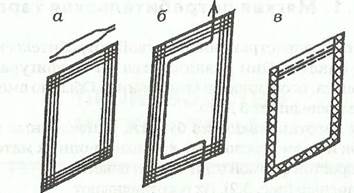
Рис. 5.4. Пакеты плоские с четырьмя швами (а, б); с нитью для вскрытия (б) и с тремя швами и профильной застежкой (в)

Рис. 5.6. Оболочечный пакет
Прямоугольные объемные пакеты с плоским дном выполняют преимущественно из многослойных композиционных материалов (рис. 5.7), причем в качестве барьерного слоя герметичных пакетов наиболее часто используют алюминиевую фольгу. Для негерметичных пакетов применяют и бумагу. ГЬрловину прямоугольных объемных пакетов соединяют методами сварки, склеивания, укупоривания этикеткой, липкой лентой, прошивкой скобами, закрытием зажимами (рис. 5.8).
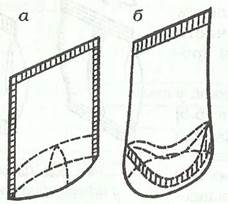
Рис. 5.5. Пакеты плоские со складкой у дна (а) и с устойчивым дном (б)
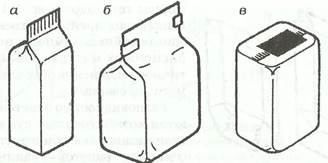
Рис. 5.7. Прямоугольные объемные пакеты с плоским дном:
а — герметичный; б — с зажимами; в — складной
Пакеты объемные с плоским дном прямоугольной или шестиугольной формы чаще всего производят из специальных видов крафт-бумаги (рис. 5.9). Дно и боковые стенки соединяют склеиванием.
Объемные пакеты бывают сложной геометрической формы. Наибольшей технологичностью среди них отличаются пакеты формы тетраэдра (рис. 5.10). Их выполняют преимущественно из многослойных композиционных пленочных материалов. Герметичное соединение обеспечивают методом сварки.
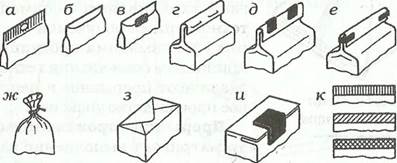
Рис. 5.8. Способы соединения горловины прямоугольных объемных пакетов с плоским дном:
а — плоский сварной шов; б — складной клееный затвор; в — затвор, заклеенный этикеткой; г — затвор, прошитый скобами; д, е, ж — затворы, закрытые зажимами; з — затвор, заклеенный по типу конверта; и — укупоривание липкой лентой; к — рифленые сварные швы
Разновидностью пакетов являются хозяйственные сумки. Их принципиальное конструктивное отличие от пакетов — наличие ручек. Различают ручки из того же материала, что и сумка: просеченные или сварные, а также упрочненные ручки из толстой одноименной с сумкой или другой пластмассы (рис. 5.11). Сумки изготавливают из прочных утолщенных, нередко армированных однослойных или многослойных полимерных пленок.
Отличительной особенностью производства мягкой потребительской тары является совмещение технологии ее получения с процессом упаковывания продукции. По принципам совмещения технологий различают прерывное и непрерывное производство упаковки.
Прерывное производство предусматривает выполнение различных технологических процессов (изготовление мягкой потребительской тары, упаковывание в нее продукции, герметизация упакованной продукции и укладывание ее в транспортную тару) на различных рабочих местах с использованием различных автоматов и полуавтоматов, реже — вручную.
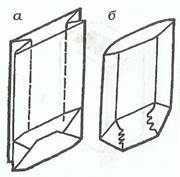
Рис. 5.9. Пакеты объемные: а — с прямоугольным дном
и боковыми складками; б — с шестиугольным дном
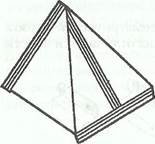
Рис. 5.10. Пакет формы тетраэдра
При непрерывном производстве все технологические процессы получения упакованной продукции выполняются в автоматическом режиме на одном автомате.
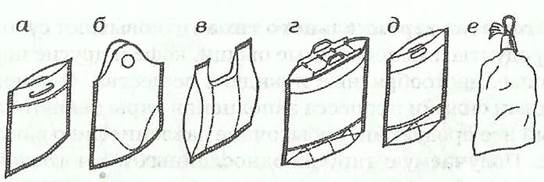
Рис. 5.11. Хозяйственные сумки: а, б — плоские с просеченными ручками; в — с боковыми складками и сварными ручками; г, д — со складкой на дне и пластиковыми ручками; е — с зажимом
Подготовка к работе не прерывного производства заключается в установке на автомат рулона пленочного материала с последующей заправкой пленки в основные рабочие узлы, а также в заполнении питателя автомата упаковываемым продуктом. Затем автомат осуществляет в строго определенной технологической последовательности формование, сварку или склеивание мягкой тары, дозировку и фасовку в нее продукции, укладку ее в транспортную тару.
В зависимости от направления подачи в тару упаковываемой продукции различают три типа упаковочных автоматов: вертикальный, горизонтальный и термоформовочный (рис. 5.12).
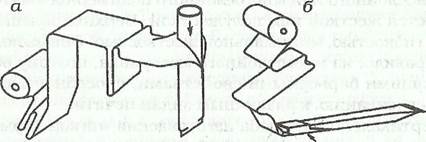
Рис. 5.12. Типы упаковочных автоматов для производства мягкой тары: а — вертикальный; б — горизонтальный; в — термоформовочный
На автоматах вертикального типа упаковывают сухие сыпучие продукты, замороженные овощи, кофе и другие порошкообразные, пастообразные и жидкие вещества. Основными движущими силами процесса заполнения тары являются собственный вес продукции, избыточное давление либо вакуумирование. Получаемую тару из однослойных и многослойных полимерных материалов характеризуют самая высокая гибкость и минимальная жесткость, высокая герметичность и хорошие барьерные свойства. Технологическая схема позволяет реализовать благоприятные условия для сварки и для нанесения печати на внешнюю поверхность пленок.
Автоматы горизонтального типа предназначены главным образом для упаковывания крупной штучной продукции: хлебобулочных и кондитерских изделий, сыра, мяса, фруктов и т. п. Подача товаров в тару осуществляется различными транспортерами, пневматически, а иногда и вручную. Получаемую преимущественно многослойную упаковку отличают высокая гибкость, средняя жесткость, высокие барьерные свойства и герметичность. В таких автоматах хорошие условия для проведения процессов сварки и печати.
Термоформовочные автоматы позволяют упаковывать любые виды продукции всеми возможными методами ее подачи в отформованную часть тары. Нижняя термоформованная часть из однослойного или многослойного полимерного материала является жесткой или полужесткой. Верхняя крышка отличается гибкостью, минимальной жесткостью. Она выполнена, как правило, из многослойного материала, поэтому обладает хорошими барьерными свойствами, способностью к сварке или склеиванию, к различным видам печати.
Схема вертикального способа изготовления мягкой тары с одного рулона приведена на рис. 5.13, а. Пленка сматывается с рулона 1, разрезается пополам и через систему направляющих валиков подается к сварочным элементам 2, конструкция которых позволяет изготавливать одновременно вертикальные и поперечные сварные швы тары 4.Дозатор 3 осуществляет дозировку и вертикальную подачу продукции в тару.
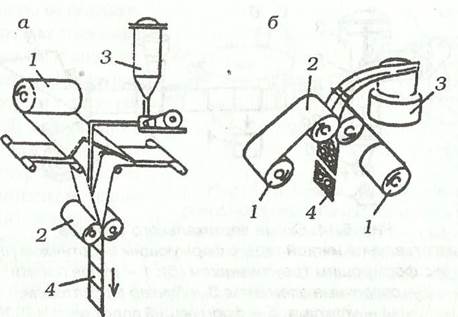
Рис. 5.13. Схема вертикального способа изготовления мягкой тары с одного (а) и с двух (б) рулонов: 1 — рулоны пленки; 2 — сварочные элементы; 3 — бункер с дозатором; 4 — упаковка
В вертикальном способе изготовления мягкой тары с двух рулонов 1 (рис. 5.13, б) оба полотна пленки специальными транспортирующими валиками подаются к узлу сварки 2.Одновременно из бункера с дозатором 3 поступает упаковываемая продукция. Цилиндрическое сварочное устройство 2 осуществляет сварку упаковки 4. 'Кисой способ часто применяют для упаковки таблетируемой продукции. В этом случае таблетки из бункера с дозатором 3 с помощью вибрационных лотков подаются в специальные углубления. Сварочные элементы 2, вращаясь, сваривают пленку вокруг таблеток, образуя упаковку 4.
Вертикальный способ изготовления мягкой тары с формирующим воротником изображен на рис. 5.14, а. Пленка с рулона 1 подается на формующий воротник 5, где сворачивается в трубу вокруг цилиндрической питающей части бункера с дозатором 3. Края пленки свариваются внахлест или встык вертикальной парой электродов 2. После подачи дозированной продукции из бункера 3 упаковка сваривается горизонтальными электродами 2а. Для получения упаковки в виде тетраэдра 4 установка комплектуется второй парой горизонтальных сварочных электродов 26, плоскость сварки которых находится под углом 90° относительно первой пары электродов 2а.
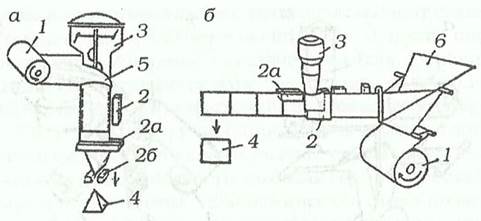
Рис. 5.14. Схема вертикального способа изготовления мягкой тары с формующим воротником (а) и с формующим треугольником (б): 1 — рулон пленки; 2 — сварочные элементы; 3 — бункер с дозатором; 4 — упаковка; 5 — формующий воротник; 6 — формующий треугольник
В вертикальном способе с формующим треугольником пленка из рулона 1 (рис. 5.14, б) подается на формующий треугольник 5, где складывается пополам. Затем она сваривается вертикальными электродами 2. После этого специальными вакуумными присосками или другими устройствами пакет раскрывается и в него поступает продукция 3 из бункера с дозатором. Упакованная продукция 4 герметизируется сваркой на горизонтальных электродах 2а и отрезается.
Разновидностями горизонтального способа изготовления мягкой тары являются способы с формующим треугольником и роторный.
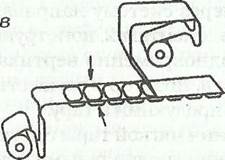
Схема горизонтального роторного споособа приведена на рис. 5.15. Пленка с рулона 1 поступает на формующий треугольник 5 и складывается пополам. На термосварочном роторе 2 выполняются вертикальные сварочные швы. После этого при необходимости горизонтальными сварочными электродами 2а выполняются нижние швы. На укупорочном барабане пакеты отрезаются вертикальными ножами 26 и захватной цепью подаются к бункерам с дозаторами 3, где осуществляется их заполнение продукцией. Упакованная продукция герметизируется сваркой верхними горизонтальными сварочными электродами 2в.
В зависимости от схемы подачи пленки на упаковочных автоматах горизонтального типа различают способы изготовления мягкой тары с одного рулона и с двух рулонов.
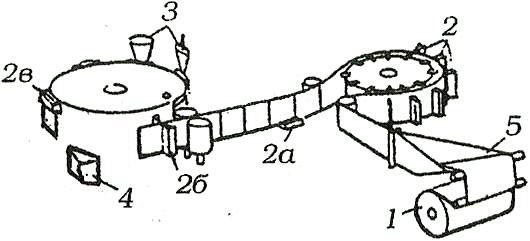
Рис. 5.15. Схема горизонтального роторного способа изготовления мягкой тары: 1 — рулон пленки; 2 — сварочный ротор; 2а — нижние горизонтальные сварочные электроды; 2в — верхние горизонтальные сварочные электроды; 3 — бункеры с дозаторами; 4 — упаковка; 5 — формующий треугольник
Схема изготовления мягкой тары на упаковочном автомате горизонтального типа с одного рулона приведена на рис. 5.16. Пленка с рулона 1 поступает на узел горизонтальной подачи упаковываемого продукта 2. Затем края пленки заворачивают и состыковывают посередине в узле сварки продольного шва 3, при этом упаковываемый продукт оказывается внутри. После этого осуществляют сварку поперечных швов 4 и отрезку упаковки 5.
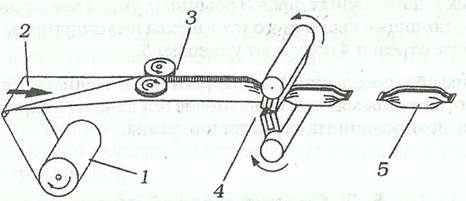
Рис. 5.16. Схема способа изготовления мягкой тары на упаковочном автомате горизонтального типа с одного рулона: 1 — рулон пленки; 2 — упаковываемый продукт; 3 — сварка продольного шва; 4 — сварка поперечного шва и отрезка; 5 — упаковка
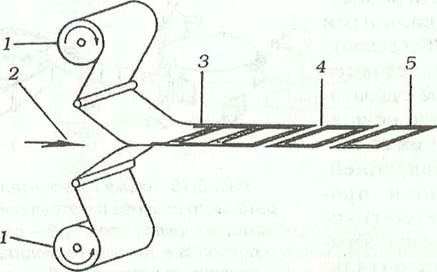
Рис. 5. 17. Схема способа изготовления мягкой тары на упаковочном автомате горизонтального типа с двух рулонов: 1 — рулоны пленки; 2 — упаковываемый продукт; 3 — сварка продольных и поперечных швов; 4 — отрезка; 5 — упаковка
В способе изготовления мягкой тары на упаковочном автомате горизонтального типа с двух рулонов 1 (рис. 5.17) упаковываемый продукт 2 подают между пленками. Сварку продольных и поперечных швов 3 обычно осуществляют одновременно с помощью сварочного устройства цилиндрической формы. После отрезки 4 получают упаковку 5.
Таким образом, важнейшими технологическими процессами изготовления мягкой тары являются печать, сварка, склеивание, дозирование продукции и отрезка.
Другие книги: