5.2. Сварка мягкой тары
Сваркой называют способ создания неразъемного соединения элементов конструкции, при котором полностью исчезает граница раздела между соединяемыми поверхностями, превращаясь в размытый переходный слой.
Переходный слой при сварке линейных или разветвленных полимеров образуется в результате взаимной диффузии макромолекул контактирующих материалов, находящихся в вязкотекучем состоянии (диффузионная сварка), или в результате Химической реакции присоединения, происходящей между звеньями молекул соединяемых поверхностей (химическая сварка).
Диффузионную сварку разделяют на тепловую, осуществляемую путем нагревания, и на сварку с помощью растворителя.
Процесс диффузии зависит от физического состояния Полимеров. В твердом стеклообразном состоянии даже при длительном времени контакта и значительных усилиях сжатия сопрягаемых поверхностей взаимной диффузии макромолекул не происходит, материалы не соединяются. В высокоэлГотическом состоянии при температурах выше Тс возникает аутогезионное взаимодействие полимерных цепей, главным образом их окончаний и боковых ответвлений [44]. Граница раздела между сопрягаемыми поверхностями может не исчезать, а прочность такого аутогезионного взаимодействия незначительна. В вязкотекучем состоянии (или набухшем от растворителя) макромолекулы приобретают способность свободно Перемещаться в пограничных слоях и диффундировать в такой же вязкотекучий материал. Степень и скорость диффузии определяются силой межмолекулярного взаимодействия, совмещаемостью полимеров и условиями протекания процесса. Гаица раздела между поверхностями исчезает, а прочность аутогезионного соединения полимеров одинаковой природы приближается к когезионной прочности материалов. Таким образом, температура сварки должна быть выше Т для кристаллических полимеров или Ттаморфных полимеров, но ниже темцератур их деструкции. При кратковременной сварке продолжительностью 0,05-0,2 с температура может превышать температуру деструкции [16].
Другим условием осуществления процесса сварки является создание давления прижима, в результате которого поверхности сближаются на расстояние, при котором возникает межмолекулярное взаимодействие. В зоне сварки происходят процессы течения расплава полимера, обеспечивающие компенсацию неровностей и заполнение промежутков между соедИняемыми поверхностями. Реологические процессы подготавливают возможность протекания диффузии и образования качественного сварного шва. Величина давления прижима зависит от вязкости расплава полимера и температуры его размягчения. Чем выше вязкость расплава, тем больше давление прижима. Создаваемое при этом контактное давление оказывает существенное влияние на прочность сварных швов, особенно при пониженных температурах и небольшой продолжительности нагрева.
По вязкости расплавов соединяемые поверхности должны быть достаточно близкими. Материалы с различной вязкостью расплавов не могут образовать прочного соединения: более вязкий материал не диффундирует в менее вязкий, а выдавливает его из сварного шва [3]. Поэтому особое значение имеет равномерность разогрева соединяемых поверхностей.
Для обеспечения процесса диффузии прижим сопрягаемых поверхностей должен поддерживаться в течение некоторого времени. С увеличением продолжительности прижима прочность аутогезионного взаимодействия возрастает, стремясь к определенному пределу — когезионной прочности материала. Продолжительность процесса сварки тсв связана с температурой сварки Тсв экспоненциальной зависимостью.
Термическое воздействие на полимерный материал приводит к изменениям в его молекулярной и надмолекулярной структуре. Под действием повышенных температур при сварке протекают процессы деструкции, структурирования, окисления. При этом выделяются летучие продукты, в большинстве случаев являющиеся токсичными. Кроме того, в материале интенсивно развиваются релаксационные процессы, в результате которых ориентированные материалы разориентируются.
По поведению материала при сварке, объясняемому реологическими характеристиками, полимеры принято разделять натри группы [16, 17].
Первая группа—хорошо свариваемые термопласты. Их энергия активации вязкого течения не превышает 150 кДж/моль, температурный интервал вязкотекучего состояния составляет более 50°, вязкость расплава находится в интервале 102-105 Па ■ с. К ним относятся прежде всего полиолефины, которые при нагреве легко переходят в вязкотекучее состояние. Существенное различие между Тт и температурой деструкции позволяет широко варьировать режимы сварки.
Вторая группа — сложно свариваемые материалы, для которых требуется подбор оптимальных способов и технологических приемов. Это термопласты с высокой энергией активации вязкого течения, с узким интервалом между Тт и температурой деструкции и с высокой вязкостью расплава — более 105 Па • с. При Тпл имеют место разориентация и уменьшение степени кристалличности полимеров в сварном шве и околошовной области, что приводит к существенному снижению прочности шва. К этой группе относятся ПВХ, ПК, двухосно-ориентированные пленки из ПЭТФ, ПП и ПА.
Третья группа — плохо свариваемые материалы. Их энергия активации вязкого течения превышает энергию активации разрыва химических связей, а вязкость расплава очень велика — более 101 1012 Па • с. Процесс сварки требует длительного контакта соединяемых поверхностей при максимальных давлениях, соответствующих пределу вынужденной эластичности. Примером такого материала является фторопласт-4.
5.2.1. Основные методы сварки
В основу классификации методов сварки положены источники и методы нагрева материала в сварочной зоне [3, 16,40]. В зависимости от источников нагрева способы сварки разделяют на две основные группы (табл. 5.1).
Таблица 5.1
Способы сварки пластмасс
|
|
Источник нагрева |
Метод нагрева |
Способ сварки |
|
||||||
|
|
Внешний источник нагрева |
Нагрев газом |
Сприсадочным материалом |
Газовая сварка |
|
|||||
|
|
Без присадочного материала |
|
|
|||||||
|
|
|
Нагретым инструментом |
Контактнотепловая сварка |
|||||||
|
|
|
Нагретым присадочным материалом |
|
|||||||
|
|
Преобразование энергии |
Инфракрасное излучение Токи высокой частоты Ультразвуковые колебания Трение |
Сварка в ТВЧ Ультразвуковая сварка Сварка трением |
|
||||||
К первой группе относятся способы сварки, в которых используется энергия внешних источников тепла. Это способы газовой сварки с присадочным материалом и без него, когда нагрев осуществляется горячим газом. Сюда относятся и контактно-тепловая сварка, в которой тепло к соединяемым поверхностям передается путем непосредственного контакта с нагретым инструментом. В эту группу входит и сварка за счет тепла от нагретого присадочного материала.
Ко второй группе относятся способы сварки, в которых теплота генерируется внутри соединяемых материалов в результате преобразования различных видов энергии. Может использоваться энергия инфракрасного излучения, токов высокой частоты, ультразвуковых колебаний, трения.
Особую группу составляют специальные способы сварки — с применением флюса, ядерная, химическая, лазерная.
Из первой группы в производстве мягкой тары наибольшее применение нашел споосб контактно-тепловой сварки.
Широко распространена и классификация методов сварки пластмасс по виду энергии, подводимой к свариваемым деталям [33]. Практически все известные в настоящее ьремя процессы сварки термопластов осуществляются за счет подвода одного из трех видов энергии: тепловой, механической и электромагнитной (рис. 5.18).|
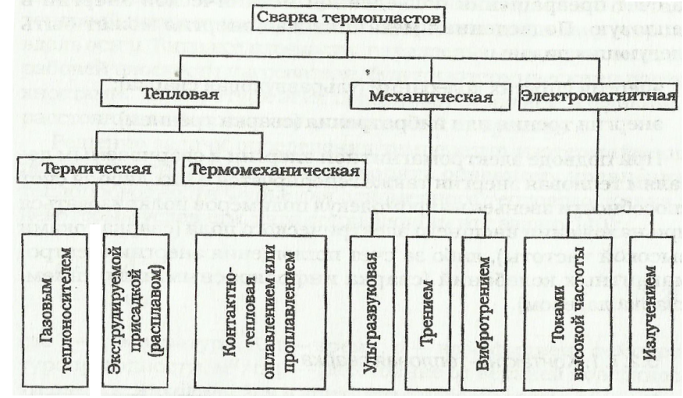
рис. 5.18. Классификация способов сварки термопластов
В свою очередь, способы сварки с подводом тепловой энергии разделяют на термические и термомеханические.
К термическим относят виды сварки, при которых статическое: давление не играет существенной роли в образовании сварного соединения. Качество сварного соединения в этом случае; определяется исключительно количеством подводимой тепловой энергии. Примером служат сварка газовым теплоносителем и сварка экструдируемой присадкой. К термомеханическим относят виды сварки, при которых неразъемное соединение образуется вследствие подвода тепловой энергии и приложения статического давления. При термомеханических видах сварки тепловая энергия может подводиться к границе раздела свариваемых поверхностей за счет теплопроводности свариваемых деталей (контактно-тепловая сварк;а противлением) либо за счет теплопередачи от источника -теплоты к свариваемым поверхностям (контактно-тепловая аварка оплавлением). При механических видах сварки тепло»вая энергия генерируется внутри свариваемых деталей за счет превращения подведенной механической энергии в тепловую. Подведенная механическая энергия может быть следующих видов:
энергия упругих колебаний (ультразвуковая сварка);
энергия трения или вибротрения (сварка трением).
При подводе электромагнитной энергии к свариваемым деталям тепловая энергия также генерируется в них либо за счет способности звеньев макромолекул полимеров поляризоваться при наложении внешнего электрического поля (сварка токами высокой частоты), либо за счет поглощения энергии электромагнитных колебаний (сварка инфракрасным излучением, сварка лазером).
5.2.1.1. Контактно-тепловая сварка
Контактно-тепловую сварку нагретым инструментом осуществляют с односторонним или с двусторонним нагревом (рис. 5.19).
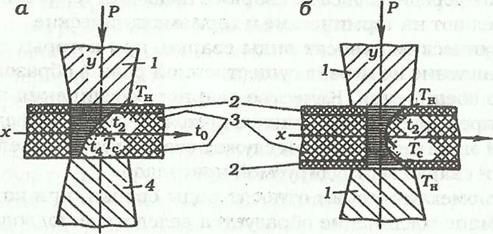
Рис. 5.19. Схема контактно-тепловой сварки с односторонним (а) и двусторонним (б) нагревом: 1 — нагретый инструмент; 2 — прокладки; 3 — свариваемые материалы; 4 — холодный инструмент; Тн — температура нагретого инструмента; t2 — температура внешней поверхности изделия; Тс — температура свариваемых поверхностей; f4 — температура холодного инструмента
Учитывая, что при сварке мягкой тары толщина материала значительно меньше ширины и длины шва, можно считать тепловой поток от нагревателя 1 направленным в одну сторону вдоль оси у. Тогда все плоскости, параллельные плоскости шва и рабочей плоскости нагревателя, будут изотермическими поверхностями. Температура этих поверхностей является функцией расстояния от нагревателя у, зависящей от времени t.